




- ¥8901台起订
起订量:
西门子810D数控伺服操作面板
- 型号

该企业相似产品

湖南嘉普云自动化设备有限公司致力于工业自动化控制领域的产品开发、工程配套和系统集成,拥有丰富的自动化产品的应用和实践经验以及雄厚的技术力量,尤其以 PLC复杂控制系统、传动技术应用、伺服控制系统、数控备品备件、人机界面及网络软件应用为公司的技术特长,为广大用户提供了SIEMENS的 技术及自动控制的解决方案。湖南嘉普云自动化设备有限公司在经营活动中精益求精,具备如下业务优势:
SIEMENS 可编程控制器
1、SIMATIC S7 系列PLC
2、 SIMATIC S7 系列PLC
3、SITOP 系列直流电源
4、HMI 触摸屏
SIEMENS 交、直流传动装置
5、 交流变频器MICROMASTER系列
MIDASTER系列:MDV
6SE70系列(FC、VC、SC)
6、全数字直流调速装置6RA23、6RA24、6RA28、6RA70 系列
SIEMENS 数控 伺服
1、数控系统
2、伺服系统
详细信息
湖南嘉普云自动化设备有限公司
《销售态度》:质量保证,诚信服务,及时到位!
《销售宗旨》:为客户创造价值是我们永远追求的目标!
《服务说明》:现货配送至全国各地含税(13)含运费!
《产品质量》:*,*!
《产品优势》:专业销售 薄利多销 信誉好,口碑好,货期短,大量现货,服务周到!
长沙嘉普云全制动化设备有限公司是一家专业从事数控模块销售及服务的企业,为客户提供全线的工业自动化控制与监控产品。长沙嘉普云全制动化设备有限公司秉承开放的思维理念,专业的技术素质,致力于引进工业自动化设备及仪器仪表、为广大客户提供专业的自动化产品销售和成套的系统解决方案。我们是专业的自动化产品和过程仪表服务商。
主营产品:可编程序控制器:S7-300,S7-400,S7-1200,S7-200,S7-200CN,S7-288,S7-1500,ET200,,S5全系列可编程序控制器;人机界面6AV,网络通讯6GK,开关电源6EP,变频器6SL,伺服数控,低压电气,软启动,电机等系列.
西门子810D数控伺服操作面板
西门子810D控制面板例如:可以方便的使用 DIN编程技术和 ISO 代码进行编程,的产品可靠性,数字控制器,可编程控制器,人机操作界面,输入/输出单元一体化设计的系统结构,由各种循环和轮廓编程提供的扩展编程帮助技术,通过DRIVE-CLiQ 接口实现的数字式驱动技术提供了统一的数字式接口标准,各种驱动功能按照模块化设计,可以根据性能要求和智能化要求灵活安排
西门子数控系统是西门子集团旗下自动化与驱动集团的产品,西门子数控系统SINUMERIK发展了很多代。目前在广泛使用的主要有802、810、840等几种类型。
用一个简要的图表对西门子各系统的定位作描述如下:
西门子各系统的性价比较
1) 802D
(请参阅:802D 简明调试指南)
具有免维护性能的SINUMERIK802D,其核心部件 - PCU (面板控制单元)将CNC、PLC、人机界面和通讯等功能集成于一体。可靠性高、易于安装。
SINUMERIK 802D
SINUMERIK 802D
SINUMERIK802D可控制4个进给轴和一个数字或模拟主轴。通过生产现场总线PROFIBUS将驱动器、输入输出模块连接起来。
模块化的驱动装置SIMODRIVE611Ue配套1FK6系列伺服电机,为机床提供了全数字化的动力。
通过视窗化的调试工具软件,可以便捷地设置驱动参数,并对驱动器的控制参数进行动态优化。
SINUMERIK802D集成了内置PLC系统,对机床进行逻辑控制。采用标准的PLC的编程语言Micro/WIN进行控制逻辑设计。并且随机提供标准的PLC子程序库和实例程序,简化了制造厂设计过程,缩短了设计周期。
2) 810D
(请参阅:SINUMERIK 810D 840D 简明调试手册 - 2006版本)
在数字化控制的领域中,SINUMERIK 810D次将CNC和驱动控制集成在一块板子上。
快速的循环处理能力,使其在模块加工中独显威力。
SINUMERIK 810D NC软件选件的一系列突出优势可以帮助您在竞争中脱颖而出。例如提前预测功能,可以在集成控制系统上实现快速控制。
另一个例子是坐标变换功能。固定点停止可以用来卡紧工件或定义简单参考点。模拟量控制控制模拟信号输出;
刀具管理也是另一种功能强大的管理软件选件。
样条插补功能(A,B,C样条)用来产生平滑过渡;压缩功能用来压缩NC记录;多项式插补功能可以提高810D/810DE运行速度。
温度补偿功能保证您的数控系统在这种高技术、高速度运行状态下保持正常温度。此外,系统还为您提供钻、铣、车等加工循环。 SINUMERIK 840D
3) 840D
SINUMERIK 840D数字NC系统用于各种复杂加工,它在复杂的系统平台上,通过系统设定而适于各种控制技术。840D与SINUMERIK_611数字驱动系统和SIMATIC7可编程控制器一起,构成全数字控制系统,它适于各种复杂加工任务的控制,具有优于其它系统的动态品质和控制精度。
西门子810D控制面板产品功能
控制类型
采用32位微处理器、实现CNC控制,用于完成CNC连续轨迹控制以及内部集成式PLC控制。。
机床配置
可实现钻、车、铣、磨、切害、冲、激光加工和搬运设备的控制,备有全数字化的SIMDRIVE611数字驱动模块:多可以控制31个进给轴和主轴.进给和快速进给的速度范围为100-9999mm/min。其插补功能有样条插补、三阶多项式插补、控制值互联和曲线表插补,这些功能。为加工各类曲线曲面零件提供了便利条件。此外还具备进给轴和主铀同步操作的功能。
操作方式
其操作方式主要有AUTOMATIC(自动)、JOG(手动)、示教(TEACH IN) 手动输入运行(MDA) ,自动方式:程序的自动运行,加工程序中断后,从断点恢复运行;可进行进给保持及主轴停止,跳段功能,单段功能,空运转。
轮廓和补偿
840D可根据用户程序进行轮廓的冲突检测、刀具半径补偿的进入和退出策略及交点计算、刀具长度补偿、螺距误差补偿棚测量系统误差补偿、反向间隙补偿、过象限误差补偿等。
NC编程
840D系统的NC编程符合DIN 66025标准(德国工业标准),具有高级语言编程特色的程序编辑器,可进行公制、英制尺寸或混合尺寸的编程,程序编制与加工可同时进行,系统具备1.5兆字节的用户内存,用于零件程序、刀具偏置、补偿的存储。
PLC编程
840D的集成式PLC*以标准sIMAncs7模块为基础,PLC程序和数据内存可扩展到288KB,u/o模块可扩展副2048个输入/输出点、PLC程序能以*的采样速率数据输入,向数控机床发送运动停止/起动等指令。
销售西门子810D数控伺服操作面板
操作部分硬件
840D系统提供了标准的PC软件、硬盘、奔腾处理器,用户可在Windows98/2000下开发自定义的界面。此外,2个通用接过RS232可使主机与外设进行通信,用户还可通过磁盘驱动器接口和打印机并联接口完成程序存储、读入及打印工作。
显示部分
840D提供了多言种的显示功能,用户只需按一下按钮.即可将用户界面从一种语自转换为一种语言,系统提供的话言有中文、英语、德语、西班牙语、法语、意大利语:显示屏上可显示程序块、电动机轴位置、操作状态等信息。
2.1 西门子数控系统的基本构成
请参阅:SIEMENS数控系统操作部件
SIEMENS用于数控系统的HMI软件
西门子数控系统有很多种型号,首先我们来观察一下802D所构成的实物图,SINUMERIK 802D是个集成的单元,它是由NC以及PLC和人机界面(HMI)组成,通过PROFIBUS总线连接驱动装置以及输入输出模板,完控制功能。
而在西门子的数控产品中较有特点,较有代表性的系统应该是840D系统。因此,我们可以通过了解西门子840D系统,来了解西门子数控系统的结构。首先通过以下的实物图观察840D系统。
2.2西门子810D系统的结构组成 (请参阅:SINUMERIK 810D 840D 简明调试手册 - 2006版本)
SINUMERIK840D是由数控及驱动单元(CCU或NCU),MMC,PLC模块三部分组成,由于在集成系统时,总是将SIMODRIVE611D驱动和数控单元(CCU或NCU)并排放在一起,并用设备总线互相连接,因此在说明时将二者划归一处。
1. 人机界面
人机交换界面负责NC数据的输入和显示,它由MMC和OP组成 MMC(Man Machine Communication)包括:OP(Opeon panel)单元,MMC,MCP(Mach Panel)三部分。MMC实际上就是一台计算机,有自己独立的CPU,还可以带硬盘,带软驱;OP单元正是这台计算机的显示器,而西门子MMC的控制软件也在这台计算机中。
(1)MMC(Mn)
较常用的MMC有两种:MMCC100.2和MMC103,其中MMC100.2的CPU为486,不能带硬盘;而MMC103的CPU为奔腾,可以带硬盘,一般的,用户为SINUMERIK810D配MMC100.2,而为SINUMERIK840D配MMC103.PCU(PC UNIT)是专门为配合西门子的操作面板OP10、OP10S、OP10C、OP12、OP15等而开发的MMC模块,目前有三种PCU模块——PCU20、PCU50、PCU70, PCU20对应于MMC100.2,不带硬盘,但可以带软驱;PCU50、PCU70对应于MMC103,可以带硬盘,与MMC不同的是:PCU50的软件是基于WINDOWS NT的。PCU的软件被称作HMI。
HMI有分为两种:嵌入式HMI和高级HMI。一般标准供货时,PCU20装载的是嵌入式 HMI,而PCU50和PCU70则装载高级HMI。
(2)OP(Operation pannel)
OP单元一般包括一个10.4〞TFT显示屏和一个NC键盘。根据用户不同的要求,西门子为用户选配不同的OP单元,如: OP030,OP031,OP032,OP032S等,其中OP031较为常用。
(3)、MCP(Machine cool pannel)
MCP是专门为数控机床而配置的,它也是OPI上的一个节点,根据应用场合不同,其布局也不同,目前,有车床版MCP和铣床版MCP两种。对810D和840D,MCP的MPI地址分别为14和6,用MCP后面的S3开关设定。
对于SINUMERIK840D应用了MPI(Multiple Point Ice)总线技术,传输速率为187.5k/秒,OP单元为这个总线构成的网络中的一个节点。为提高人机交互的效率,又有OPI(Op
2. it)数控单元
SINUMERIK840D的数控单元被称为NCU()单元(在810D中称为CCU(coit)):中央控制单元,负责NC所有的功能,机床的逻辑控制,还有和MMC的通讯 它由一个COM CPU板. 一个PLC CPU板和一个DRIVE板组成.
根据选用硬件如CPU芯片等和功能配置的不同,NCU分为NCU561.2,NCU571.2,NCU572.2,NCU573.2(12轴),NCU573.2(31轴)等若干种,同样,NCU单元中也集成SINUMERIK840D数控CPU和SIMATIC PLC CPU芯片,包括相应的数控软件和PLC控制软件,并且带有MPI或Profibus接口,RS232接口,手轮及测量接口,PCMCIA卡插槽等,所不同的是NCU单元很薄,所有的驱动模块均排列在其右侧。
数字驱动
(请参阅:Simodrive 611 Universal 产品介绍)
数字伺服:运动控制的执行部分,由611D伺服驱动和1FT6(1FK6)电机组成。
SINUMERIK840D配置的驱动一般都采用SIMODRIVE611D.它包括两部分:电源模块+驱动模块(功率模块)。
电源模块:主要为NC和给驱动装置提供控制和动力电源,产生母线电压,同时监测电源和模块状态。根据容量不同,凡小于15KW均不带馈入装置,极为U/E电源模块;凡大于15KW均需带馈入装置,记为I/RF电源模块,通过模块上的订货号或标记可识别。
611D数字驱动:是新一代数字控制总线驱动的交流驱动,它分为双轴模块和单轴模块两种,相应的进给伺服电机可采用1FT6或者1FK6系列,编码器信号为1Vpp正弦波,可实现全闭环控制。主轴伺服电机为1PH7系列。
4. PLC模块
SINUMERIK810D/840D系统的PLC部分使用的是西门子SIMATIC S7-300的软件及模块,在同一条导轨上从左到右依次为电源模块(Power Supply),CPU模块,接口模块(Interface Module)及信号模块(Signal Module)。PLC模块的CPU与NC的CPU是集成在CCU或NCU中的。
电源模块(PS)是为PLC和NC提供电源的+24V和+5V。
接口模块(IM)是用于级之间互连的。
信号模块(SM)使用与机床PLC输入/输出的模块,有输入型和输出型两种。
元件
西门子810D控制面板系统集成和连接以下元件:大可以连接2个电子手轮,小型手持单元,通过I/O 模块PP 72/48 或通过 MCPA模块控制的机床操作面板,MCPA 模块被插入安装在PCU 210的后背板。MCPA 模块可以连接机床控制面板,同时具有用于模拟主轴的模拟接口。大可以连接3个I/O模块PP 72/48。
发展历史编辑
在1960-1964,西门子的工业数控系统在市场上出现。这一代的西门子数控系统以继电器控制为基础,主要以模拟量控制和编码器为基础。在1964年,西门子为其数控系统注册品牌 SINUMERIK.
在1965-1972,西门子以上一代的数控系统为基础,推出用于车床,铣床,和磨床的基于晶体管技术的硬件。
SINUMERIK 550系统
SINUMERIK 550系统
在1973-1981,西门子推出在SINUMERIK 550系统。这一代系统开始应用微型计算机和微处理器。在此系统中,PLC(可编程逻辑控制器)集成到控制器。
SINUMERIK 3系统
SINUMERIK 3系统
在1982-1983,西门子推出SINUMERIK 3系统
SINUMERIK 840C系统
SINUMERIK 840C系统
在1984-1994,西门子推出SINUMERIK 840C系统。西门子从此时起开始开放NC数控自定义功能,公布PC和HMI开放式软件包。此时的西门子敏锐地掌握了数控机床业界的显著趋势:开放性。基于系统的开放性,西门子显著地扩大了其OEM机床制造商定制他们的设备的可能性。
SINUMERIK 840D系统
在1996 - 2000西门子推出SINUMERIK 840D系统、SINUMERIK 810D系统、SINUMERIK 802D系统。人与机器相关的安全集成功能已经集成到软件之中。面向图形界面编程的ShopMill和ShopTurn能够帮助操作工以少的培训快速上手,易于操作和编程。

故障及维修:
西门子810D报故障维修,西门子810D数控系统开不了机维修,西门子810D数控系统按键失灵维修,西门子810D数控系统报故障代码维修,西门子810D数控系统机床不工作维修,西门子810D数控系统NCU坏维修,西门子810D数控系统伺服电机坏维修,西门子810D数控系统驱动器坏维修,西门子810D数控系统电源模块坏维修,西门子810D数控系统伺服控制器坏维修
西门子810D数控系统开不了机维修,西门子810D数控系统开不了机维修,西门子810D数控系统按键失灵维修,西门子810D数控系统报故障代码维修,西门子810D数控系统机床不工作维修,西门子810D数控系统NCU坏维修,西门子810D数控系统伺服电机坏维修,西门子810D数控系统驱动器坏维修,西门子810D数控系统电源模块坏维修,西门子810D数控系统伺服控制器坏维修
西门子810D数控系统开不了机维修西门子数控加工中心810D上电后,操作界面上显示,指示灯一直闪烁,系统起动不了。1.1故障分析:对于这种*代码的故障,需要从原理上来把握。SIMUMERIK 810D的数据分为三种:NCK数据、MMC数据和PLC数据。其中NCK主要完成传统NC控制功能,如加工程序块的预处理、插补运算、连接伺服驱动单元、实现位置控制等功能;MMC主要完成人机通讯功能,如控制整个系统的操作、显示及外部数据交换、加工程序的输入输出、系统自诊断,模拟加工等功能;PLC主要完成由用户来编制的控制程序,如机床的操作显示、运行控制、监控机床故障等功能。机床的起动顺序是PLC←→NCK←→MMC。1.2故障原因:a.NCK通信线路故障;b.PLC与MMC之间通信故障;c.NCK机床数据丢失;d.PLC数据有故障存在。1.3故障排除的方法与步骤:a.仔细检查起动中所有的指示灯及报警信号,发现机床背面NCU上报警灯(红灯)亮,同时PLC输出模块上故障灯(红灯)也亮;b.检查NCK通信线路以及周边线路均正常;西门子810D数控系统开不了机维修c.经以上检查后分析判断可能是NCK机床数据丢失了。据此进行系统总清,其中包括NC总清与PLC总清。*行NC总清,再进行PLC总清;NC总清:(1)系统上电重启后,将S3开关从“0”拨到“1”;(2)按NCU上的RESET键(数码管闪烁“5”“6”);(3)当数码管显示的值为“6”后,将S3开关由“1”拨回到“0”;(4)NCK被清空,标准的机床数据被装载到机床中。PLC总清:(1)S4开关从“0”拨到“2”(PR绿灯灭,PS红灯亮);(2)S4开关从“2”拨到“3”(PS红灯先灭后亮,在PS灯重新亮起之后的3秒内完成下一步);(3)S4开关从“3”拨到“2”,再从“2”→“3”→“2”,(PS红灯开始闪烁,证明PLC正在清空中);西门子810D数控系统开不了机维修4)当PS红灯停止闪烁后,S4开关从“2”拨到“0”,(PR绿灯亮,PS红灯灭),表明PLC被清空。d.系统总清完毕,重新启动并回装NCK与PLC数据,故障排除。2例2:系统能正常起动,但不能正常运行。运行后,操作界面上显示主轴报警,内容为:“21612通道1轴S1/SP1 VDI信号‘伺服使能’位移时被复位”,机床停止不动作。2.1故障分析:系统起动正常,表明PLC检测到所有的设备,主要是输入输出设备均正常。但是正常工作需要许多其它的外部条件,只有这些条件都满足后,系统才能正常工作。当进行加工时,系统首*行自检,发现故障后,马上进行报警。2.2故障原因:a.编码器线路断路或短路;b.编码器已损坏;c.编码器信号受到干扰;d.加工编制的程序有问题。2.3故障排除的方法与步骤:a.检查编码器线路(控制柜侧),插头等均正常;b.检查编码器周边密封良好;c.检查编码器线路(主轴电机侧),均无短路或断路现象;d.取下编码器,接上5 V直流电源,手动旋转编码器轴,使用示波器观察其波形,发现无零相脉冲输出信号,可以断定是编码器故障。e.后分析编码器损坏的原因,是因为加工时主轴进给量过大,还有刀具太长,造成剧烈振动致使编码器损坏;f.更换同一型号的编码器(型号为ERN:1387.020-2048-G3)后,故障排除。3例3:电脑向西门子数控加工中心810D进行实时传输数据故障,操作界面上显示:RS232传输错误,不能与系统合拍,因而导致程序丢失现象。3.1故障分析:由于810D系统不带硬盘,所以在遇到大的加工程序的时候,系统只能采用实时传输模式,即程序输入到缓存后,达到25436字节左右后,暂停传送程序。如果从电脑发送程序到缓存后,如果不能暂停,那么发送的数据只能被丢弃。当有数据被丢弃,西门子系统就会报警,造成RS232传输故障。3.2故障原因:a.RS232通信设置不正确;b.RS232接口有问题;c.通信信号受到干扰;d.系统电源电压不稳定。3.3故障排除的方法与步骤:a.检查RS232通信设置,均为西门子的默认设置,正常;b.更换新的RS232通信线缆与电脑,故障依旧;c.检查周围并没有干扰源;d.更改RS232参数设置,以确保数据的正常传输。经过大量试验,总结出一组稳定的通讯数据设置,具体方法如下:分别在810D操作面板上、数据传送软件和设备管理器中,进行以下参数更改,并保存设置。“数据位8位”更改为7位;“奇偶校验无”更改为“偶校验”;“停止位1位”更改为“停止位2位”。e.修改后,重新传送文件,故障消失。4例4:起动时,显示700041故障,一闪而过,加工中心能够加工,但偶尔会连续出现21612、25201、300508报警,致使机床停止加工。上一篇:西门子伺服电机维修之报警故障下一篇:6SN1123维修更换驱动模块测试技巧
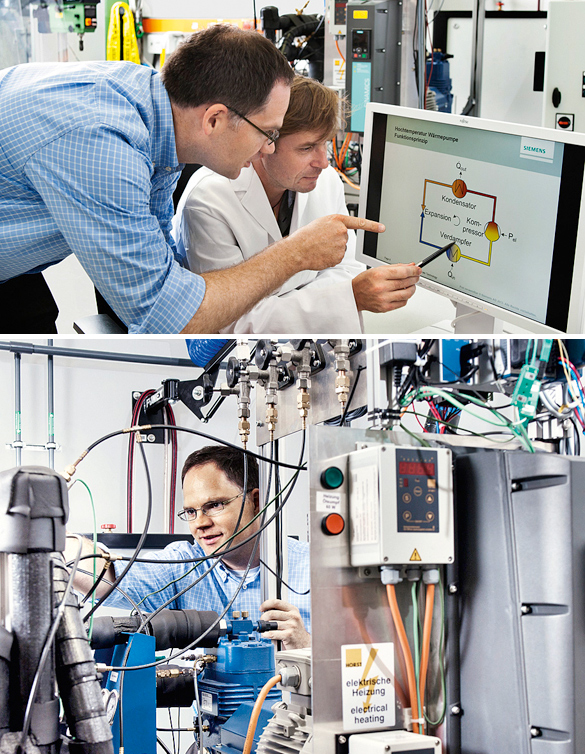
在爱尔兰根,西门子研究人员正在研制未来的智能电网。这种电网不仅能将各种类型的用电设备和供电设施连接起来,而且可以整合楼宇系统组件。其思路是将所有能源系统合并起来,使之以尽可能高效的方式,供应电能、暖气、冷气和饮用水。

Rolf Hellinger博士(左)和Sebastian Nielebock(右)率领的西门子智能电网团队,可以“建造”几乎任何类型的智能电网。
西门子开发工程师Sebastian Nielebock正在他的便携式电脑上查看一长串数值。他说:“这些是光伏逆变器的参数。我们正在优化这些参数,以确保不论在任何负载条件下,我们的小型电网都能保持稳定,并实优运行。”这个小型电网由一个机柜大小的电池和配备了用于将组件连接至电网的逆变器的控制机柜构成。这些组件包括蓄电装置以及光伏发电设备和风电机组。换句话说,这个小型电网代表了向购物中心、医院和酒店等输送电能的典型配置——哪怕并未连接至电网。取决于日照强度,电池既可以临时储存过剩电能,也可以在需要的时候向独立电网输送电能。如果需求大幅增长,还可以快速启用柴油发电机。
即便此刻太阳躲在云层背后,柴油发电机也并未运行,这个小型电网依然在起劲地工作。这是因为它并非一座大城市的电网,而是设置在位于德国爱尔兰根的西门子分布式多联产发电系统开发中心。在这里,来自西门子中央研究院(CT)的研究人员可以在实验室条件下,对未来的智能电网进行试验。在面积达170平方米的实验大厅里,实验室的专家们可以创建几乎任何类型的智能电网。除电池机柜、热电联产装置、应急发电机、地方电网调压变压器、各式各样的电力负载和数十个逆变器之外,这座设施还包含了两台制冷设备和一套饮用水净化系统。由于应用场合各不相同,这个实验室的20名员工中包含了热动力学专家和过程自动化专家,他们与电气工程师和计算机科学家并肩合作。
目标是将多种不同类型的能源资源合并起来,确保以高效、环保的方式,供应电能、暖气、冷气和饮用水。
利用实验室的众多设备,研究小组可以复制出各种类型的小规模智能电网。譬如,柴油发电机可以扮演热电联产发电装置或生物质反应堆的角色。重要的是,波动型电能和常规电能的比例,与所要模拟的实际电网情况相对应。短短几年之内,这样的智能电网将变得非常普遍。这是因为,随着电网从波动型发电设施吸纳越来越多的电能,将需要借助智能控制系统来确保分布式供电设施之间实现*的交互作用。不然的话,则会发生可能导致严重损害的断电事件。
而这正是Nielebock想要防止的。现在,他正在模拟在强烈的日照下,光伏发电设备的逆变器生产了大量电能的情况。Nielebock解释道:“如果这导致电网中的电能过剩,结果将是电压和频率升高。我正在调节逆变器参数,以确保其有助于维持电网稳定,而不只是盲目地以大输出功率工作。”尽管如此,如果发生断电,那么分布式供电设备,如电池和光伏发电装置,必须能够启动电网并恢复运行。
这听起来容易做起来难,因为所谓的“黑启动”要求将所有组件同步,实现同相运行,逐步将电网电压提高至预设值。必须均衡地将来自不同发电设施的电能输送给各个负载。Nielebock解释道:“如果内置控制器设置适当,那么逆变器可以利用电压和频率数据自动完成同步,从而确保稳定运行。”就像乐团中的各种乐器在指挥家的指挥下实现同步一样,逆变器在智能电网中确立了秩序——因此,柴油发电机生产的交流电能,与逆变器输出的电能,*协调*。
像这样的研究以富于前瞻性的眼光,审视了在朝着可再生能源和分布式发电设施过渡的进程中,电网运营商将要面临的挑战。供电企业需要将不计其数的光伏发电设施、风电机组和生物质反应堆与常规电厂和蓄电装置等连接起来,以建立一个稳定的电网。为了确定这种系统的实际运行情况,自2011年起一直到2013年秋季,西门子在德国南部Allgau地区的一座拥有2 500人口的Wildpoldsried镇,对当地电网进行了细致深入的研究。镇上的几乎每幢房屋都在屋顶安装了一个太阳能电池板。除这些太阳能发电装置之外,这座小镇的电力系统还包括了以生物质反应堆生产的燃气为燃料的热电联产装置,以及5台风电机组。总体来讲,现在Wildpoldsried镇的发电量是其耗电量的5倍以上。
尽管这听起来是件好事,但对于地方电网运营商AüW公司而言,却是个严重问题,因为过剩电能造成了电力线不稳定。于是,AüW联合西门子、亚琛工业大学和肯普滕应用技术大学,共同发起了IRENE(可再生能源发电系统与电动交通系统整合)项目,对大型智能电网进行测试。自项目启动以来,约200个测量装置一直在提供关于电网总体运行情况的数据,而地方电网调压变压器、蓄电装置和远程控制光伏逆变器等确保了电网稳定。
这个系统的核心组件是SOEASY——西门子提供的自组织电力自动化系统。SOEASY可以平衡供需。在这个系统中,各个供电设施和用电设备均分别由一个个人能源代理(PEA)来代表。譬如,系统软件知道某台光伏发电装置的业主愿意接受的低电价。然后,软件将报价提交给代表电网运营商的“平衡大师(Balance Master)”,后者将决定是否接受PEA的报价。
在Allgau地区进行试验之前,在位于爱尔兰根的开发中心,研究人员搭建了一个自有电网,以研究电池、光伏发电装置和地方电网调压变压器之间的交互作用。现在,研究人员正在分析更为复杂的智能电网。Rolf Hellinger教授是开发中心所隶属的能量转换技术领域的负责人,他表示:“阶段,我们仅连接了用电设备和发电装置。下一步,是整合楼宇系统组件,如空调系统使用的压缩式制冷机。”这能提高智能电网的灵活性,因为智能控制楼宇可以在需求较低时吸纳过剩电能。
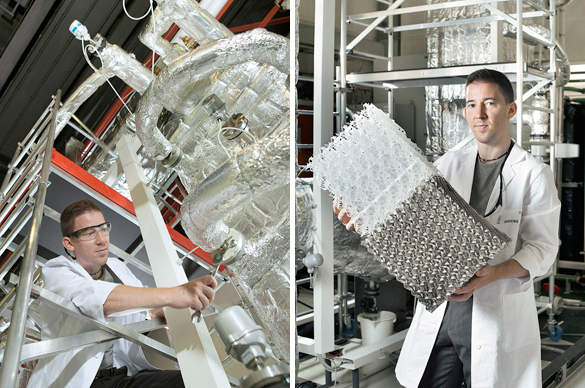
废热驱动蒸发和冷凝过程,生产出饮用水。
利用废热生产纯净水。西门子研究人员的长远目标是将多种不同类型的能源资源合并起来,如石油、天然气、风电、太阳能、生物质和废热等,以确保这些能源资源以尽可能高效、环保的方式,生产出电能、暖气、冷气和饮用水。他们也想将这些能源资源整合到多模态能源系统中。热转换和分布式电力系统研究小组组长Jochen Schafer博士说:“在此之前,大多数时候仅仅审视了这种系统的某一个侧面,譬如,将利用可再生能源生产的电能输送到电网的方法。与之相反的是,现在我们研究的是由众多组件构成的电网。我们也在研究这些组件相互之间的交互作用方式,以及其对电网的总体稳定性的影响。换句话说,我们感兴趣的是系统集成,以及所有系统组件之间的相互作用。”
譬如,研究人员尤为感兴趣的是充分利用机器及其他工业设备产生的废热。如今,人们很少以经济可行的方式对废热,特别是低温废热,加以利用。然而,这种热能包含了宝贵的能量,譬如,可以用于回收处理废水,生产出饮用水。为此,爱尔兰根的西门子研究人员开发了EvaCon(蒸发和冷凝)系统,利用温度在70到120摄氏度之间的废热来蒸发废水。所得到的蒸汽流被输送到冷凝机中,通过凝结作用,生产出纯净水和一些浓缩废水。然后再处理这些废水。
在开发中心,矗立着高5.5米的EvaCon原型机。废水经隔热管道从右上方流入,再流经若干换热器。在这里,废热被用来升高水温。然后,废水缓缓流过蒸发器,变成水蒸气。风扇产生气流,携带水蒸气向上运动。在安装了冷凝器的右侧,水蒸气再次凝结。这听起来可能很简单,但细节却颇为复杂。环境技术研究小组组长Manfred Baldauf博士说:“我们想使用少量的电能来输送尽可能多的水蒸气。为此,我们需要精确调节温度分布和气量。”下一步是建造一座纯净水产能达25立方米/小时的试验设施。这足以处理饮料行业装瓶过程产生的废水。此外,EvaCon也可用于净化酿造工艺和石油钻探作业等产生的废水。
然而,针对某些情况还没有经济划算地利用低温废热的技术。为此,研究人员制作了一个可将废热加热至140摄氏度的热泵——相比之下,以往只能加热至90摄氏度。Schafer解释道:“从根本上讲,热泵原理是相同的,但我们的热循环采用了一种特殊的工艺油。这种工艺油适用于更高温度,并且对环境无害,安全。”譬如,这种新热泵可以将温度在70到90摄氏度之间的工业废热或地热,加热至130摄氏度——达到集中供暖系统的标准温度。这些热能可用于为建筑物供暖。结合EvaCon及开发中心的其他设备,新的热泵有助于研究人员朝着保证不浪费任何能源资源的梦想更进一步。
:可以方便的使用 DIN编程技术和 ISO 代码进行编程,的产品可靠性,数字控制器,可编程控制器,人机操作界面,输入/输出单元一体化设计的系统结构,由各种循环和轮廓编程提供的扩展编程帮助技术,通过DRIVE-CLiQ 接口实现的数字式驱动技术提供了统一的数字式接口标准,各种驱动功能按照模块化设计,可以根据性能要求和智能化要求灵活安排





