
轴承振动检测仪 振动分析仪
时间:2017-07-07 阅读:1299
轴承振动检测仪 振动分析仪
振动分析是设备故障诊断zui重要zui常用的方法,各种振动分析仪器采集故障设备的振动信号,通过对振动信号的波形、频谱、相位进行分析,诊断出设备的故障部位、类型及严重程度,以便据此采取相应的措施。滚动轴承是旋转机械设备中较易损坏的部分,对其振动分析,可以诊断出轴承的运行状况,及时采取相应措施。
振动检测仪代理商:
1 滚动轴承振动分析
1. 1 滚动轴承故障发展的4 个阶段*阶段,即轴承开始出现故障的萌芽阶段,这时温度正常,噪声正常,振动速度总量及频谱正常,但尖峰能量总量及频谱有所征兆,反映轴承故障的初始阶段。这时真正的轴承故障频率出现在超声段大约20~60kHz 范围。

第二阶段,温度正常,噪声略增大,振动速度总量略增大,振动频谱变化不明显,但尖峰能量有大的增加,频谱也更加突出。这时的轴承故障频率出现在大约500Hz~2kHz 范围。
第三阶段,温度略升高,可耳听到噪声,振动速度总量有大的增加,且振动速度频谱上清晰可见轴承故障频率及其谐波和边带,另振动速度频谱上“噪声地平”明显升高,尖峰能量总量相比第二阶段
变得更大、频谱也更加突出。这时的轴承故障频率出现在大约0~1kHz 范围。建议于第三阶段后期予以更换轴承,此时应该已经出现肉眼可以看到的磨损等滚动轴承故障特征。
第四阶段,温度明显升高,噪声强度明显改变,振动速度总量和振动位移总量明显增大,振动速度谱上轴承故障频率开始消失,被更大的随机的宽带高频“噪声地平”取代;尖峰能量总量迅速增大,
并可能出现一些不稳定的变化。绝不能让轴承在故障发展的第四阶段中运转,否则将可能发生灾难性破坏。
1. 2 滚动轴承的故障频率
对应滚动轴承的结构组成,滚动轴承有4 种故障频率:滚动轴承保持架故障频率(FTF) ,滚动轴承滚动体故障频率(BSF) ,滚动轴承外圈故障频率(BPFO) ,滚动轴承内圈故障频率(BPFI) 。对于这些
轴承故障频率的求取,有专门的数学计算公式,其中的计算公式不仅算起来比较麻烦,而且也没太大的必要,所以一般采用估算公式:
滚动轴承外圈故障频率(BPFO) ≌N(0. 5n - 1. 2)
滚动轴承内圈故障频率(BPFI) ≌N(0. 5n + 1. 2)
滚动轴承滚动体故障频率(BSF) ≌N(0.2n - 1.2/ n)
滚动轴承保持架故障频率(FTF) ≌N(0.5n - 1.2/ n)
N = 轴的转速,n = 滚动体数目
注:计算频率时要求1、滚动轴承没有滑动;2、滑动轴承几何尺寸没有变化;3、轴承外环固定不旋转。>>>振动检测仪代理商:
不过在实际工作中计算还是比较麻烦,较方便的方法是利用专门的软件获取,CMXA70 振动检测分析仪附带的软件SKF Microlog Analyzer 中就带有该功能,只要输入轴承型号及生产厂家等信息,就可得到对应的各种轴承故障频率。
1. 3 尖峰能量
振动尖峰能量(gSE) 指的是短瞬间内金属碰撞和随机振动所产生的通过机器的结构外传的振动能量,主要用于监测诊断滚动轴承和齿轮的缺陷。
1. 4 SKF CMXA70 振动分析仪
Microlog CMXA70 是SKF 新一代的数据采集及分析仪,可以简易的采集设备的时域及频谱振动信号,其*的GE 值信号采集及分析系统可以发现轴承的早期故障,并且可以通过连续的数据采集形成设备的振动劣化趋势图。
杭钢设备处引进了由SKF 公司生产的CMX2A70 振动检测分析仪,经过一段时间的摸索使用,于2009 年4 月9 日对转炉厂精炼炉除尘风机进行了振动检测。
2 故障实例
杭钢转炉厂3、4 号精炼炉除尘风机2009 年4月9 日被发现风机侧轴承座振动异常,设备处检测人员接到诊断通知后,在实地了解情况的基础上,利用SKF CMXA70 振动检测仪进行振动检测分析
2. 1 风机机组参数

(3A) 振动值达到18. 455mm/ s ,按照国家标准GB/ T6075. 1 - 1999 ,300KW - 50MW 风机电机振动速度值应处于4. 5mm/ s 以下为正常运行,4. 5~7. 1mm/ s为超标但可以继续运行一段时间直到找到合适的停机检查时间,超过7. 1mm/ s 以后则很可能引起机器的破坏,因此该3A 点的振动严重超标,而且从数据上看其它测点的的振动值都不大,结合3A 测点的振动频谱图如图3。
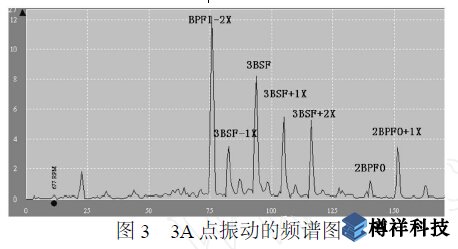
其中BSF 为该点滚动轴承滚动体故障频率,BPFO 为滚动轴承外圈故障频率,BPFI 滚动轴承内圈故障频率,X为转速频率值。
从频谱图中看到该点振动中存在大量明显的高频振动分量,并未出现明显的转速频率的振动,其中较为明显的波峰都与该轴承22340CC 的固有频率及其转速边带频率相吻合,初步判断该轴承座的振动由滚动轴承故障引起,并且其状况已经到了轴承磨损的第三阶段。
2. 4 检修情况
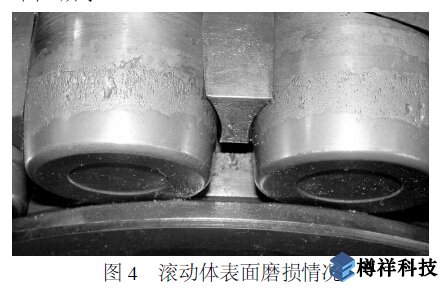
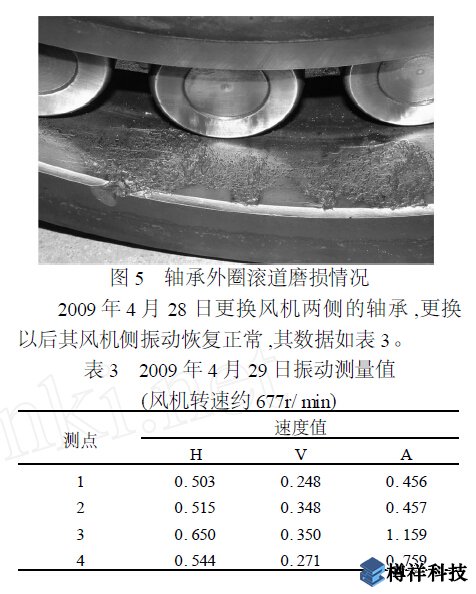
2009 年4 月27 日,对此风机进行停机检修,拆开该滚动轴承,发现其滚动体及内外圈滚道存在非常严重的磨损、剥落情况,与诊断结论相吻合,如图4、图5 所示。
3 结语
1) 振动分析是先进的故障诊断的手段之一,通过对检测数据和频谱的分析,结合滚动轴承故障发展的4 个阶段特征判断滚动轴承更换周期,从而便于维修管理人员实行定点经济维修,缩短检修时间,降低检修成本。对设备的运行管理也带来一定指导性,可相应的采取一些针对措施,实施状态控制。
>>>振动检测仪代理商:<<<
2) 振动故障诊断率的提高,需要故障诊断的不断实践和振动分析理论素养的学习提高,由于振动分析工作刚刚展开,在实践经验上还有很大的欠缺,当振动分析的理论面对复杂的实际情况时,需要更多的实际案例的积累才能准确的进行故障分析。