PFS字模的维修方法
时间:2015-07-08 阅读:651
PFS字模的维修方法
一、字模拨片的更换方法
1.更换字模拨片注意事项:
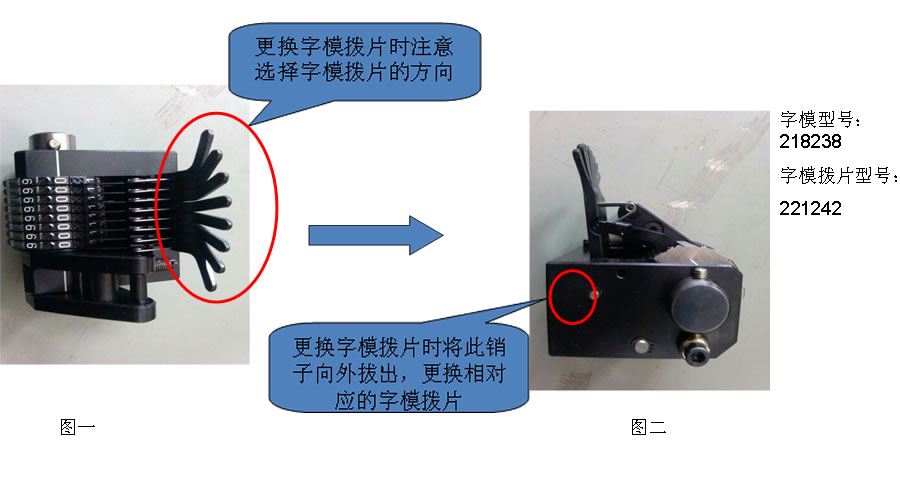
1.1、选择字模拨片时,要注意字模拨片的方向,如(图一)所示每个字模拨片的方向都是不一样的,左右不可颠倒互换使用。
1.2、更换字模拨片只需要将图(二)所示的销子拔出,在将对应字模拨片换上即可。
二、PFS 打钢印机T12传感器的更换方法
2.更换T12传感器方法
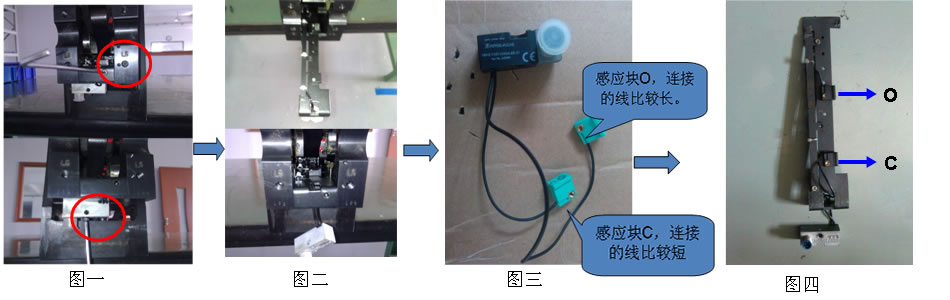
2.1.、首先将传感器及支架上的两颗螺丝取下,然后在将传感器支架取出,取支架时要注意:支架安装的都比较紧,所以在取支架时如需外力要注意不要将传感器线碰断。
如(图一、二)
2.2、更换传感器时感应块C在上面,O在下面(如图三、四)。
三、字模拨号不到位处理方法
1、字模拨号不到位的情况经常会出现在自动拨号的打钢印上,出现这种情况应该检查的机械部件有以下几处:
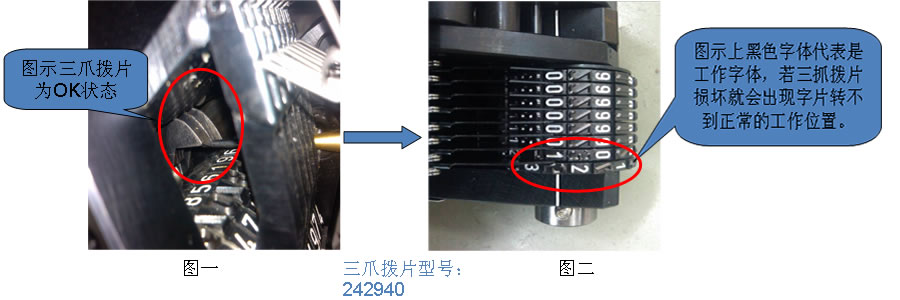
1、检查自动拨号字模内部的三爪拨片是否损坏(损坏是指三爪拨片中的一个爪或多个爪断裂),检测三爪拨片是否断裂如(如图一),因为若三爪拨片有损坏,会使三爪拨片带动的字片不能转到工作位置如(图二)
2. 、 压臂式自动拨号的打钢印机出现拨号不到位的情况处理方式如下:
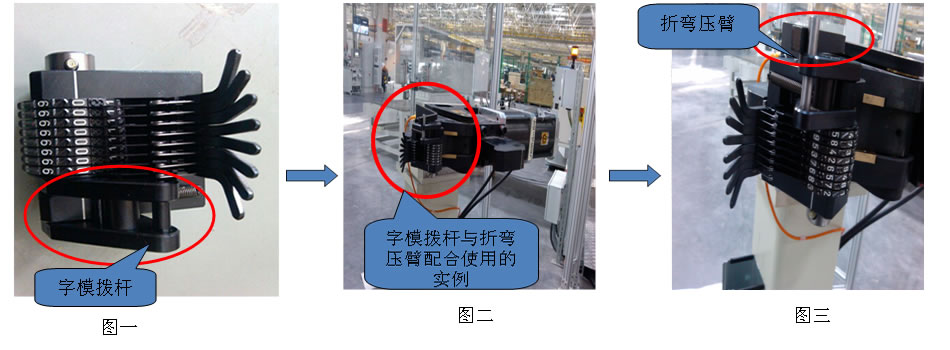
2.1、 压臂式打钢印机的机构如(图一)
2.2、 当压臂式打钢印机出现自动拨号部位不到位的情况时,首先检查字模是否处于正常工作状态,其步骤如下:
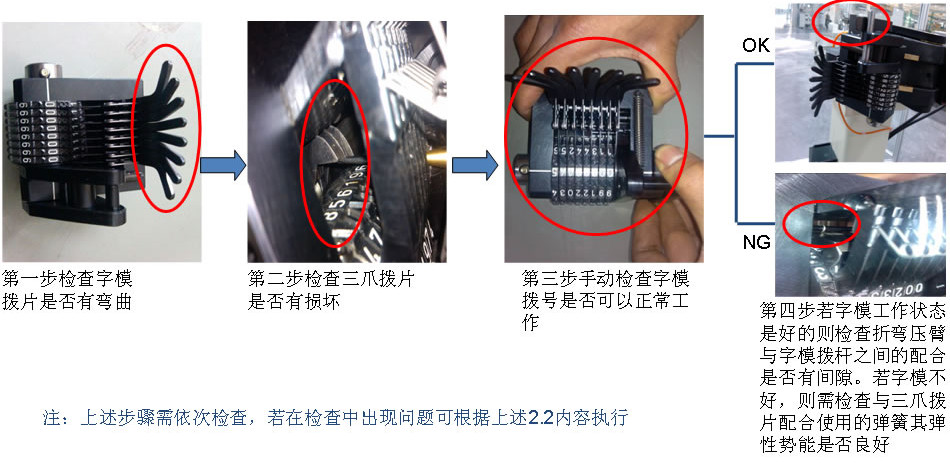
2.2.1、 将字模取下,检查字模内部的三爪拨片是否损坏,若损坏则需更换三爪拨片。
2.2.2、若三爪拨片状态OK,可手动旋转压臂,观察字模可不可以自动拨号到位,若可以拨号到位,说明字模是好的。若拨不到位则需检查与三爪拨片配合使用的弹簧的状 态是否OK,若不好则需更换。
2.2.3、 若字模手动拨号时,可以正常工作,自动时不能正常工作。说明字模在工作时,三爪拨片没有将字片拨到位,影响三爪拨片运动行程的是与字模配合使用的折弯压臂 如(图二)
2.2.4、折弯压臂在使用时候,是压紧字模拨杆的,如(图三)。若折弯压臂与字模之间有间隙或没有压紧,就会导致三爪拨片不能将字片拨到工作位置,从而出现拨号不到 位的情况。
2.2.5、 调整方法一 : 折弯压臂上有个腰形槽,可以通过腰形槽调节折弯支架对字模拨杆的压紧力。
调整方法二 : 可以将与字模配合使用的折弯压臂用外力向压紧字模拨杆的方向调整折弯压臂的弯曲度,直到压紧字模拨杆。
具体操作方式如图
3、液压式打钢印机字模拨号不到位的处理方法:
3.1、字模是否良好的检查方法如2.2所述。
3.2、手动拨号时可以到位,自动时不能拨号到位的处理方式如下:
*步 检查 (图一)所示液压缸工作是否正常,若工作时推不倒位会影响到三爪拨片的工作位置,从而出现拨号不到位的情况,此种情况需更换液压缸。若液压缸工作正
常,则 进入第二步。
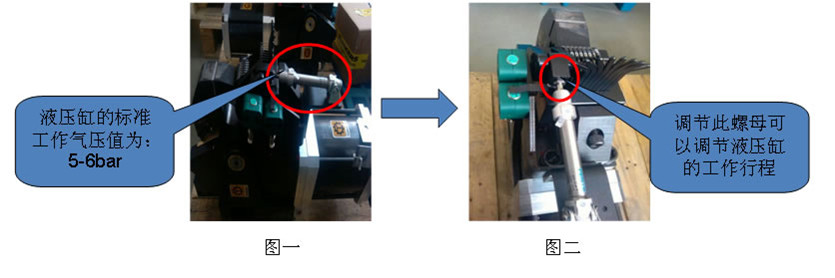
第二步 若手动拨号时字模可以拨号到位,全线自动时字模不可以拨号到位,则需客户检查打钢印机的气压值是否达到要求,标准气压值为:5-6bar.
若气压值在标准范围内,客户可以调节液压缸的调节螺丝来调节液压缸的工作行程,从而带动内部的三爪拨片达到工作位置。
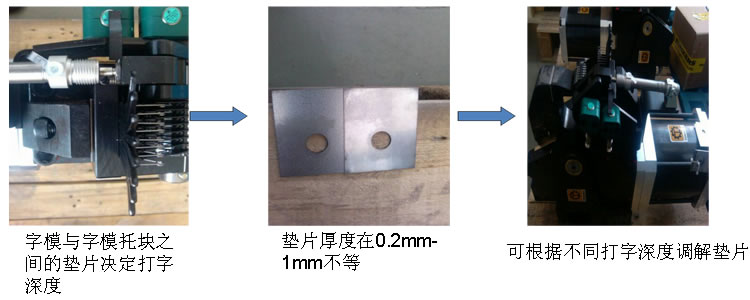
4、如何调节打钢印机的打字深度?
4.1、调节打钢印机的打字深度,可以通过调节字模托块与字模之间的垫片来完成,字模下面垫的垫片越多,字模与旋臂压块之间的距离就越小,打字时的深度越深,需要的力就越大,有时还会伴随较大声音,反之则减少垫片。
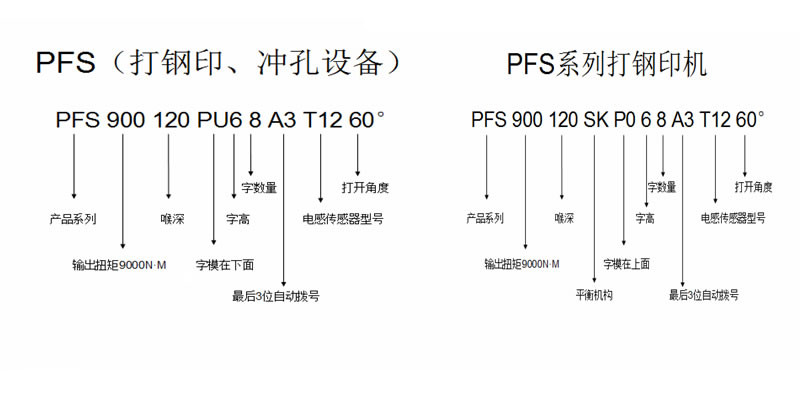
四、PFS型号定义