QP1680 TOC 分析仪在石化企业的应用
时间:2022-09-23 阅读:135
国内某大型石化企业是集炼油化工于一体的规模企业。在本案例中,客户通过使用哈希实验室产品QP1680TOC分析仪对其石化产品生产工艺过程中的蒸汽冷凝水,排水口,循环水等多个点位进行TOC的监测。因为有机物(TOC)的测定不仅能帮助客户及时识别水质的变化,监测是否存在泄露事故的发生,将主要生产系统的维护频率最小化,而且还可以帮助客户监测污水的排放是否达标等。
本案例中,客户严格按照标准HJ501-2009《水质总有机碳的测定-燃烧氧化非色散红外吸收法》进行样品检测。客户从不同的工艺点分时间段进行取样检测,样品量大而且水样成分多样化,并且在每天测试水样前,会先进行质控样的验证,验证通过再进行水样测量。
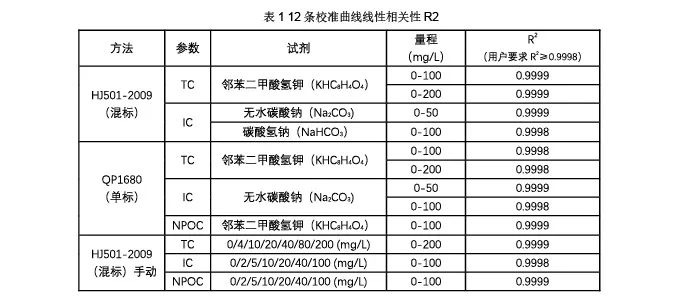
在现场QP1680TOC分析仪的应用过程中,客户分别采用了两种方式进行TC/IC/NPOC校准曲线的建立,一种方式是利用QP1680TOC分析仪本身具有的单一标准溶液自动校准功能,另一种方式是利用人工手动稀释配置不同浓度点标准溶液后,再进行标准样品的检测。在这两种方式下,客户共建立12条校准曲线(TC/IC/NPOC),其线性相关性R2均满足要求(≥0.9998),如表1所示。在建立校准曲线之后,客户使用有计量认证证书的质控样(浓度:19.6(±1.4)mg/L)对所有校准曲线进行验证,测量结果均在误差范围之内,RSD小于5%,符合用户的要求。目前对于不同生产工艺过程中水样的测试结果,也均符合用户的要求(RSD<5%),如表2所示。