
ISO2409油漆和清漆的划格试验方法
时间:2021-03-22 阅读:1883
油漆和清漆的划格试验


- 范围本标准是有关油漆和清漆及其相关产品的取样和试验的一系列标准的一部分。他详细叙述了一种用于评定当正交划透基体后的网状格的油漆涂层对于基体的耐腐蚀性。这种经验性的试验步骤的测试依赖一些其他因素,先前的涂层的结合力和基体。本程序并不是*的,仅作为一种测试结合力的方法。
在有结合力要求的地方,请关注试验方法ISO 4624:1978,油漆和清漆——结合力的拉开法。
注释1:在试验室经常使用本方法,但是也适用于野外试验。
本试验方法的描述可能是通过/失败的试验,分为6级是适当的(见8.3)。当用于多涂层系统时,评价分离的或者独立层次的涂层是适用的。
本试验不仅适用于成品,也适用于特殊准备的试片。
尽管该方法可以用于硬的(钢)和软的(木头和橡皮)基体上,这些不同的基体需要不同的试验方法(见条款7)。
本方法不适用于厚度超过250um和有纹理的涂层。
注释2:对于厚度超过250um的涂层可以用单个划的方法。当用于有粗糙纹理的涂层时,该试验方法所给的结果是不确定的(见ISO 16276-2)。
上海鼎徵仪器仪表设备有限公司
- 参考标准下面的这些标准是本文件中用到的,它们包括组成该标准的试验项目。有必要在发布日期后注明版本号。所有都依照改版后的文件,建议基于该标准而达成协议的双方对下面所提到标准的近版次作使用可能性的调查。IEC和ISO的成员都支持现在注册有效的标准。
ISO 1513 ,油漆和清漆——待测试样的检查及准备
ISO 1514 ,油漆和清漆——试验用标准样板
ISO 2808,油漆和清漆——厚度的测定
ISO 3270 ,油漆,油墨及其原材料——试验间的温度及湿度条件
ISO 15528,油漆、清漆和油漆和清漆原材料——样品
IEC 60454-2 ,导电用途的压敏胶带的有关规定——第2部分: 试
验方法
3设备
3.1通用
通用的试验仪器,再加上符合3.2到3.6规范要求的。
3.2 划格工具
3.2.1通用仪器 上海鼎徵仪器仪表设备有限公司
确认划格工具有规定的形状并且性能良好对于试验是很重要的。
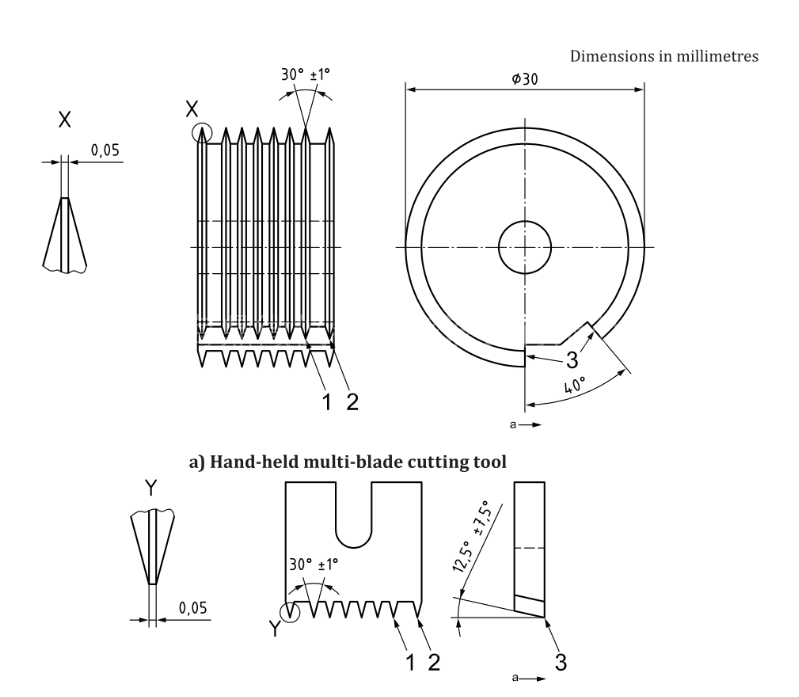
3.2.2和3.2.3下面列出了一些符合要求的工具,如图 1 a)及b)所示。
单刃的划格工具(3.2.2)可以用于所有的情况,所有的软或者硬的基材上的所有种类涂层。多刃的划格工具(3.2.3)不适用于厚(>120um)涂层或者硬涂层或者软的基材上的涂层。
在3.2.2和3.2.3中所提到的划格工具,均可以适用于手工操作,通常使用也是如此。但是若在划格器上安装动力驱动装置,则可以使划痕更加均匀,后面提到的方法要在买卖双方达成协议后才可以执行。
3.2.2单刃的划格工具
单刃的划格工具刀口的角度应呈200到300,刀刃厚度(0.4±0.03)mm符合图( 1 a)规定的。
当切割边缘0.1mm, 应该重新磨。
3.2.3多刃的划格工具
多刃的划格工具应该有六个刀口,每个刀口间距为1或者2毫米或者3毫米(见图 1 b)。
六个划格边缘间距当刀口间距为1mm应该有5mm和当刀口间距为2mm应该有10mm。
当切割边缘0.1mm, 应该重新磨。
导向和切割边缘应该在相同的直径。
3.3导向和间距尺 上海鼎徵仪器仪表设备有限公司
当使用单刃划格器时,为了确保划痕均匀一致,有必要使用一系列导向和间距尺。一个合适的仪器如图2所示。
3.4软刷 上海鼎徵仪器仪表设备有限公司
3.5透明的压敏胶带:
除非另有规定,当(按照IEC60454-2)进行试验时,胶带宽度要求为25mm宽,附着力为6N到10N。胶带应当少50mm宽。
注释:Transparent tape is recommended.
3.6观察透镜:
带有手柄,放大倍数为X2或X3倍。
4取样
按照ISO 15528中的规定取一份有代表性的试样用来试验。
按照ISO 1513中的规定检查及准备每个试样。
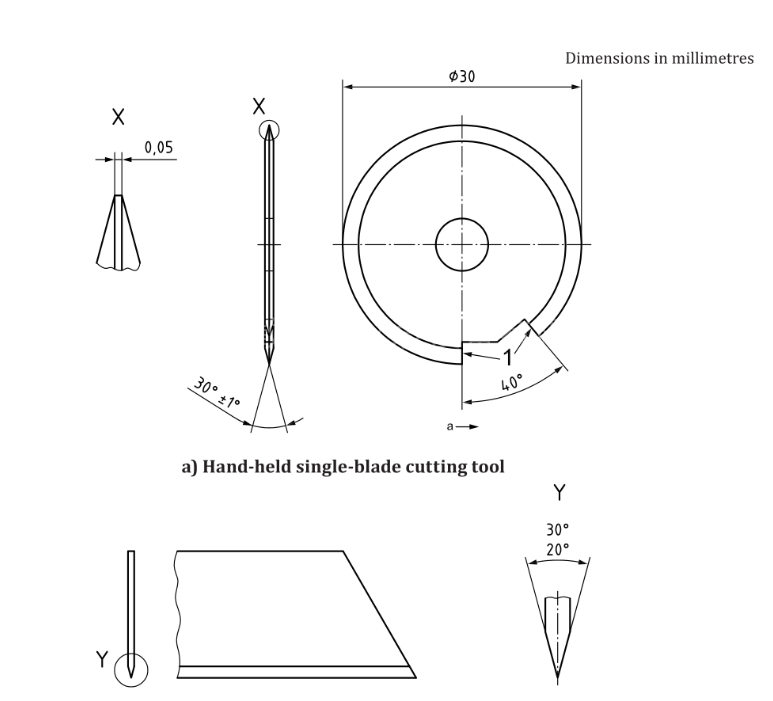
关键词:1.刀口 а六个刀口间距
a.当刀口达到0.1mm时,必须重新磨刀
b.刃的锋利程度和刀口均落在同心圆上
c切割方向
图1 切割工具
- 关键词:1.一行间距1mm的十条相间刀迹
- 模压塑料贴面
- 橡胶
5.试片
5.1基体:
除非另有规定,则按照ISO1514所规定的选择一种作为试验用的基体材料。
该试板应该是平面的,没有扭曲。在三个不同的位置及距试片边缘的距离不小于5mm。
在相对较软的试片如木头上,涂层薄应为10mm,而由硬质材料构成的试片上,小厚度应为0.25mm。
注释:1.长方形试片试验起来是很方便的,尺寸大约为:150X100mm。
2.如果在木质试片上进行试验时,则颗粒的方向和结构可能影响试验
结果,而且大的颗粒将使试验结果的评估无效。
5.2制备和涂覆
除非另有规定,则按ISO 1514中的规定准备试片,在试验规定的条件下,把待测样品按照规定的方法进行涂覆。
5.3干燥
在规定的试验条件和时间下干燥(或者烘干)固化(若有要求)试片。
5.4涂层厚度
按照ISO 2808规范的要求确定干燥涂层的厚度,精到微米。测量厚度的位置应在划格的位置或者尽可能接近划格的位置。厚度测量的精性由使用的方法确定。
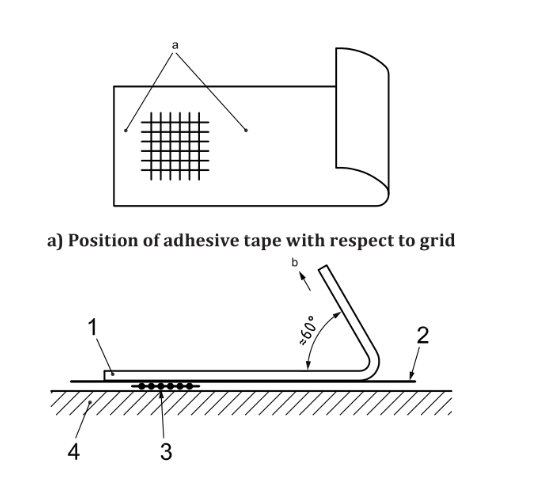
关键词:1.胶带
2.涂层
3.切割数
4.基体
图3粘接胶带的位置
6.程序
6.1总则
6.1.1试验条件和试验次数
除非另有规定(见ISO 3270),试验应在温度为(23±2)℃,相对湿度为(50±5)%的条件下进行。
在现场试验,周围环境条件应加以考虑。
在试片(见8.1)上应至少在三个不同的位置进行试验。如果试验结果不一致,试验结果的差异在一个级别以上,则在另外三个不同的地方重新试验。如果有必要,则用不同的试片,并且记录所有试验结果。
6.1.2试片状况
除非另有规定,试片应在优于试验条件温度为(23±2)℃,相对湿度为(50±5)%的条件下放置16小时。
6.1.3划格数目
在方格图上每个方向的划痕数为6。
6.1.4划痕间距
各个方向划痕的间距应是相等的,并且受涂层的厚度和基体的类型决定,如下所示:
0μm∽60μm 1mm间距,硬的基体
0μm∽60μm 1mm间距,软的基体
61μm∽120μm 2mm间距,硬的和软的基体
121μm∽250μm 2mm间距,硬的和软的基体
划痕的间距应该符合硬的基材和涂层。
6.1.5试验次数
在试片(见5.1)上应至少在三个不同的位置进行试验。如果试验结果不一致,试验结果的差异在一个级别以上,则在另外三个不同的地方重新试验。如果有必要,则用不同的试片,并且记录所有试验结果。
6.2手工划格和除去涂层
6.2.1在试验期间,把试片放置在一个坚硬、平坦的表面上以防止试片
变形。
6.2.2试验前,需要检查划格器的刀刃的切割部位,确定是否满足试验条件,否则需要打磨或者更换刀刃。
如果试片是木质的或者类似的材料,则要与颗粒成45度角划格。
6.2.3握住划格器(3.2),使其刀刃对准试片表面,用合适的间距导向
尺(3.3),压力保持恒定,以恒定的划格速率,在涂层表面作规定数目的划痕。所有的划痕都应穿透涂层而到达基体表面。
如果由于涂层太硬,而导致无法穿过涂层到达基体表面,则判定试验不能进行,亦如此报告。
6.2.4重复上述操作,得到一组数目与前边相同并且与前边划痕相互交
叉成900度的一组相互平行的划痕,形成网格状图形。
6.2.5用软毛刷(4.3)沿着格阵各对角线方向前后各轻轻刷几次。
6.2.6仅仅对于硬的基体需要额外使用胶带(4.4)。如果需要重新进行
一系列试验,则从胶带轴上去掉两端胶带,废弃不用。用恒定的速率撕下一定长度的胶带,切下大约75mm长的一段。
把胶带的中间部位放在划格部位上,如图3所示,胶带并且应与划痕的一条边平行。用胶带盖在划格的地方,流出至少20mm的一段长度,以便用手可以抓住。
为了保证涂层与胶带接触良好,用手指牢固的压住胶带。透过胶带看见涂层的颜色可以认为是胶带与基体*接触的一种有用的暗示。在5分钟内移去胶带,用手拿住有空余胶带的一端,尽可能以600(见图3)在0.5—1.0秒内,以恒定的速度移去胶带。
注释1 除非另有商议,操作者应用和去除胶带应当被执行超过一次,依据涂层的种类和擦切割方向(重要的是机械装置划格见6.3).
注释2 如果涂层不止一层(例如自动涂覆),强烈建议胶带应用和去除者执行少一次在不同的格子方向上。
注释3 对单一涂层,例如静电涂层,,单个的胶带应用和去除者是足够的。然而,对于粉末涂层是不充分的。
注释4保留胶带以备参考之用,如粘在一透明的薄膜上。
6.3用机械装置划格:
如果用机械装置划格,需要按照手工划格的方法规定的要求检查划格区域,尤其是划痕的数目,划痕间距以及需要进行试验的次数。
7.附加的实验状况
本标准试验方法规范的特殊规范,下列增加了详细应当给出。
在该附录中所列出的补充条款对用来确保即将进行的试验方法,能否执行是有益的。
a).所准备的基体的材料(包括厚度)及表面状况
b).基体上测试涂层的使用情况对于多涂层系统,则包括涂层之间
的干燥时间及干燥条件。
c).涂层干燥(或烘干)的时间及条件以及固化的条件。如果条件
允许,可在试验前进行。
d).试验前试样存储的时间(对于同一个试样在进行其它试验之间
而言)。
e).无论是单涂层还是多涂层系统,都按ISO 2808中规定的测量
方法,确定干燥涂层的厚度,精到微米级。
f).如果试验条件与6.1.1中所规定的不同,则要给出试验时的温
度、湿度。
g).试验程序应执行,是否通过/失败或者分类等级试验。
h).所用划格器的类型以及操作方式(手工还是机械)。
i).按表1所给出的分类方法,确定所测试材料的级别。
所要求的说明应该由利益双方达成*的认同。它可能部分或*来自于标准,国家标准或与所要进行试验的材产相关的其它文献。
8.试验结果的判定
按照下面的规定进行结果的判定:
——对于软的基体:划格后马上使用软刷
——对于硬的基体:划格后马上进行胶带剥离
在良好的照明条件下,用一般或者改进的观察方式仔细检查涂层
的划格区域。如果利益双方同意,也可以使用透镜进行观察。在观察过程中,旋转试片,以便试验区域的光照及视角不局限于一个方向上。同样的方法,对于测试的胶带也很有用。
按照表1中的规定的图例进行比较,确定试验区域的剥离等级。
注释 表1中还提供了文字方面的描述,以起到指导作用。
表Ⅰ中给定了六种级别的剥离类别。对于一般要求,前面三个级别通常能满足一般用途。在进行通过/失败的评价时,可以认为符合。特殊情况时,必须按照六个级别分类评价。
对于多涂层系统,则需要给出出现薄片涂层界面。
除非试验结果有差异,则要给出每个试验的结果。对于多涂层系
统,则要给出发生剥离的位置。(涂层之间还是涂层与基体之间)。
9.精度
9.1重复性极限,r
是与两个单测值*不同的数值,当在重复性条件下使用一种方法时,每一个重复性数值期望在于95%概率,例如在一短期时间内同一实验室同一操作者用同一种材料所获得的测试结果。对于本试验方法,r是一级单位。
9.2再现性极限,R
再现性极限r是与两个单测值*不同的数值,当在再现性条件下使用一种方法时,每一个再现性数值期望在于95%概率,例如在一短期时间内同一实验室同一操作者用同一种材料所获得的测试结果。对于本试验方法,R是二级单位。
10.试验报告
试验报告至少应包括下列内容:
a).确定试验产品,所必须的所用细节;
b).作为参考用的标准(ISO2409:2007);
c)使用的切割工具样式;
d).附录7中所提供的补充信息的有关条款
,尤其要给出所用划格
器的类型。
e).作为参考之用的或者国家标准,产品说明书,或其它的能
提供信息的其它文献。
f).按照8中给出的方法判定的试验结果。
g).试验方法中所规定的要求不符合部分。
h)在试验中观察到得任何不正常的特征。
i)试验日期。
实验结果等级
| 等级 | 描述 | 发生脱落时免表划格区域呈现 |
| 0 | 剪切边缘外圈的平滑;所有晶格的方块都没分离 | _ |
| 1 | 划格交叉处有小片脱落,受影响的划格区域不能超过5%. |  |
| 2 | 划格交叉处或者边缘有脱落,受影响的划格区域大于5%,但是不能超过15%。 |  |
| 3 | 部分或者全部沿划格边缘有带状的脱落,并且/或者该脱落在不同的格子中。 受影响区域不大于15%,但是不能超过35%。 |  |
| 4 | 划格边缘有大片的脱落并且/或者在相同的格子中部分或全部脱落。受影响区域大于35%,但是不能超过65% |  |
| 5 | 比等级4更严重的级别 | - |