匀胶机旋涂仪工作原理
时间:2018-08-14 阅读:2062
匀胶过程介绍
一个典型的匀胶过程包括滴胶,高速旋转以及干燥(溶剂挥发)几个步骤。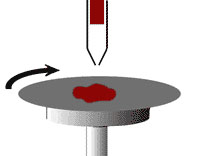 滴胶这一步把光刻胶滴注到基片表面上,高速旋转把光刻胶铺展到基片上形成簿层,干燥这一步除去胶层中多余的溶剂。两种常用的滴胶方式是静态滴胶和动态滴胶。
滴胶这一步把光刻胶滴注到基片表面上,高速旋转把光刻胶铺展到基片上形成簿层,干燥这一步除去胶层中多余的溶剂。两种常用的滴胶方式是静态滴胶和动态滴胶。
静态滴胶就是简单地把光刻胶滴注到静止的基片表面的中心,滴胶量为1-10ml不等。滴胶的多少应根据光刻胶的粘度和基片的大小来确定。粘度比较高或基片比较大,往往需要滴较多的胶,以保证在高速旋转阶段整个基片上都涂到胶。
动态滴胶方式是在基片低速(通常在500转/分左右)旋转的同时进行滴胶,“动态”的作用是让光刻胶容易在基片上铺展开,减少光刻胶的浪费,采用动态滴胶不需要很多光刻胶就能润湿(铺展覆盖)整个基片表面。尤其是当光刻胶或基片本身润湿性不好的情况下,动态滴胶尤其适用,不会产生针孔。滴胶之后,下一步是高速旋转。使光刻胶层变薄达到要求的膜厚,这个阶段的转速一般在1500-6000转/分,转速的选定同样要看光刻胶的性能(包括粘度,溶剂挥发速度,固体含量以及表面张力等)以及基片的大小。快速旋转的时间可以从10秒到几分钟。匀胶的转速以及匀胶时间往往能决定胶膜的厚度。
一般来说,匀胶转速快,时间长,膜厚就薄。影响匀胶过程的可变因素很多,这些因素在匀胶时往往相互抵销并趋于平衡。所以应给予匀胶过程以足够的时间,让诸多影响因素达到平衡。匀胶工艺中重要的一个因素就是可重复性。微细的工艺参数变化会带来薄膜特性巨大的差异,下面对一些可变的因素进行分析:
旋转速度:
匀胶转速是匀胶过程中重要的因素。基片的转速(rpm)不仅影响到作用于光刻胶的离心力, 而且还关系到紧挨着基片表面空气的*湍动和基片与空气的相对运动速度。光刻胶的膜厚通常都由匀胶转速所决定。尤其在高速旋转这个阶段,转速±50rpm这样微小变化就能造成膜厚产生10%的偏差。
而且还关系到紧挨着基片表面空气的*湍动和基片与空气的相对运动速度。光刻胶的膜厚通常都由匀胶转速所决定。尤其在高速旋转这个阶段,转速±50rpm这样微小变化就能造成膜厚产生10%的偏差。
膜厚在很大程度上是作用于液体光刻胶上﹑方向朝基片边缘的剪刀力与影响光刻胶粘度的干燥(溶剂挥发)速率之间平衡的结果。随着光刻胶中溶剂不断挥发,粘度越来越大,直到基片旋转作用于光刻胶的离心力不再能使光刻胶在基片表面移动。到这个点上,胶膜厚度不会随匀胶时间延长而变薄。所有(上海)贸易有限公司的匀胶机规格要求在量程范围内无论选择哪个速度匀胶转速偏差不大于±1rpm。而通常实际偏差是±0.2rpm。而且,所有的控制程序和转速显示的分辨能力都是1rpm。
加速度
匀胶过程中基片的加速度也会对胶膜的性能产生影响。因为在基片旋转的阶段,光刻胶就开始干燥(溶剂挥发)了。所以控制加速度很重要。在一些匀胶过程中,光刻胶中50%的溶剂就在匀胶过程开始的几秒钟内挥发掉了。在已经光刻有图形的基片上匀胶,加速度对胶膜质量同样起重要作用。在许多情况下,基片上已经由前面工序留下来的精细图形。因此,在这样的基片上穿越这些图形均匀涂胶是重要的。匀胶过程总是对光刻胶产生离心力,而恰恰是加速度对光刻胶产生扭力(twisting force),这个扭力使光刻胶在已有图形的周围散开,这样就可能以另一种方式用光刻胶覆盖基片上有图形的部分。(上海)贸易有限公司匀胶机的加速度可以设定,精度1rpm/秒。在操作时,电机以线性跃升加速(或减速)到匀胶速度。
排风
所有匀胶过程中光刻胶的干燥速度不仅取决于光刻胶的自身性质(如所用溶剂体系的挥发性),而且还取决于匀胶过程中基片周围的空气状况。一块湿布在干燥有风的日子干得快,而在潮湿气候条件下干得慢。光刻胶的干燥速度与此相似,也受周围环境条件的影响。大家都知道,像空气温度、湿度这样的因素对决定胶膜性质有重要的作用。匀胶的时候,减小基片上面的空气的流动,以及因空气流动引起的湍流(turbulence),或者至少保持稳定也是十分重要的。所有(上海)贸易有限公司匀胶机都采用“密闭碗”设计。尽管密闭碗实际上并非*是一个密不透气的环境,在匀胶过程中排风罩能让很小的气流通过,与位于匀胶台旋转头(吸盘)下面的底部排气口想配合,排风罩成为一个排风系统的通道,以达到减小
不希望有的随机湍流的目的。这个系统有两大明显的优点:匀胶时光刻胶的干燥速度慢,对环境湿度的敏感性小。干燥(溶剂挥发)速率较慢带来的好处是胶面膜厚均匀性好。匀胶时,在光刻胶被甩向基片边缘的同时,由于溶剂挥发,光刻胶也同时得以干燥。这样会造成光刻胶膜厚沿径向不均匀。因为光刻胶的粘度随基片中心到边缘的距离发生了变化。通过降低溶剂挥发速度就有可能使整个基片表面上光刻胶的粘度保持比较恒定。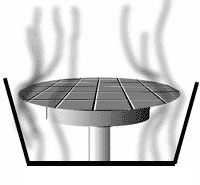 干燥速度以及与其相关的膜厚也受到环境湿度的影响,相对湿度仅仅几个百分点的变化却可造成膜厚很大的变化。在一个“密闭碗”中匀胶,光刻胶中溶剂挥发,其蒸气被留在碗内,这样掩盖了较小的湿度变化所造成的影响。当匀胶过程结束的时候,打开排风罩取出基片,保持充分排风,排尽溶剂蒸气。
干燥速度以及与其相关的膜厚也受到环境湿度的影响,相对湿度仅仅几个百分点的变化却可造成膜厚很大的变化。在一个“密闭碗”中匀胶,光刻胶中溶剂挥发,其蒸气被留在碗内,这样掩盖了较小的湿度变化所造成的影响。当匀胶过程结束的时候,打开排风罩取出基片,保持充分排风,排尽溶剂蒸气。
“密闭碗”设计的另一个优点是胶膜质量对基片周围空气流的变化的敏感性降低。比如说,在一个有代表性的净化室内,总有一个自上而下的稳定的空气垂直层流,其流速大约每分钟100英尺(相当于30米/分)。有多方面的因素影响这股空气流的局部质量。常见的问题是扰动(湍流)和涡流(eddy current)。而环境的微小变化能造成向下气流的剧烈改变。用一个表面光滑的盖子把“碗”盖起来就消除了由于操作人员和其他设备的存在而造成的环境变化和气流的扰动.
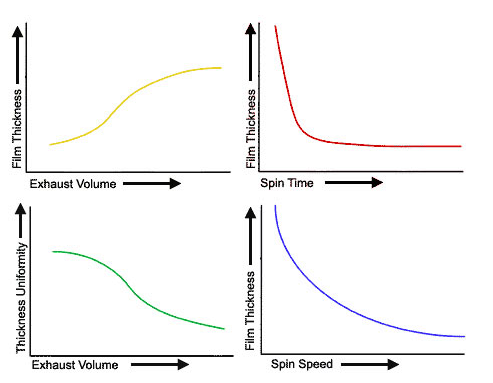
匀胶工艺数据图表
下面四张图代表了各种过程参数对匀胶结果影响的一般趋势。就大多数光刻胶而言,膜厚与匀胶速度和匀胶时间成反比。如果排风量太大,由于空气扰动(湍流)造成胶膜的不均匀干燥,但膜厚还是与排风量在一定程度上成正比。
匀胶工艺常见问题:
| 问题1:表面出现气泡 可能原因:滴胶时胶中带有气泡 喷嘴切口有问题或带刺 |
|
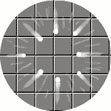
| 问题2:四周呈现放射状条纹 可能原因: 胶液喷射速度过高 设备排气速度过高 胶涂覆前静止时间过长 匀胶机转速或加速度设置过高 片子表片留有小颗粒 胶中有颗粒 |
|
| 问题3:中心出现漩涡图案 可能原因: 设备排气速度过高 喷胶时胶液偏离衬底中心 旋图时间过长 加速度过高 |
|
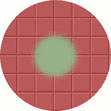
| 问题4:中心出现圆晕 可能原因: 不合适的托盘, 喷嘴偏离衬底中心 |
|
| 问题5:胶液未涂满衬底 可能原因: 给胶量不足 不合适的匀胶加速度 |
|
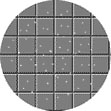
| 问题6:出现针孔现象 可能原因: 空气中粉尘 光刻胶内存在颗粒或气泡 衬底上存在颗粒 |
|