
基于PCL聚己内酯生物打印硬组织
时间:2024-02-07 阅读:223
概述
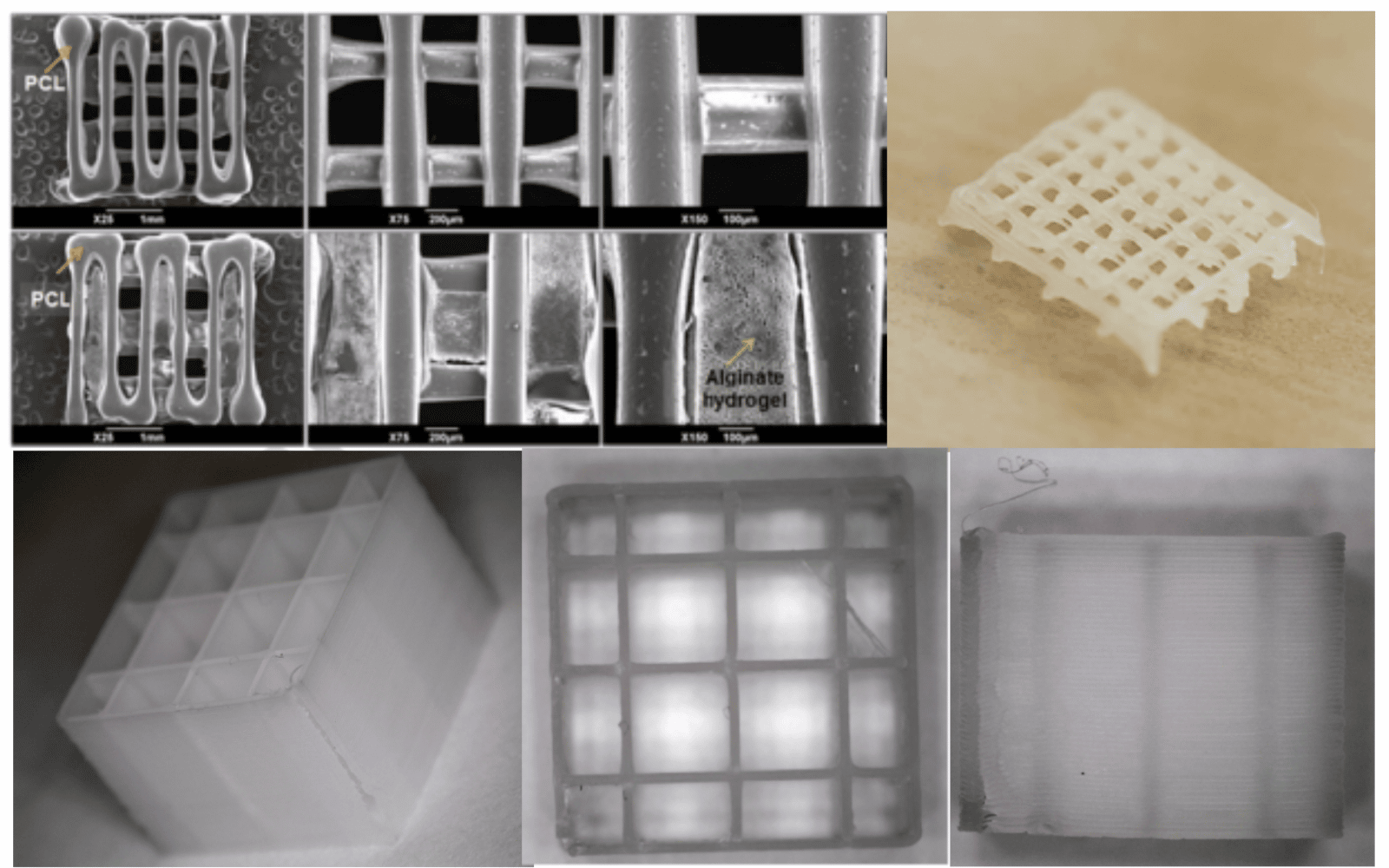
PCL(聚己内酯)是一种热塑性聚合物,可以增强对 3D 打印结构机械性能的控制。它是专门为3D结构的生物打印而开发和优化的。PCL可以单独使用,也可以用基质生物墨水(如明胶甲基丙烯酸酯)打印。遵循此协议使用PCL进行生物打印构建体。
以下说明中提供的推荐制剂可产生一种易于打印的生物材料,可创建可重复的 3D 打印结构;但是,用户可以修改准备工作以满足他们的需要。


材料
PCL的
MT27 金属针
金属注射器(5 mL 或 10 mL))
用于打印的培养皿或孔板
砂纸、油漆胶带或粗糙的印刷表面用于层附着力
使用PCL对硬组织进行生物打印的方法
材料准备:热法
将PCL装入金属注射器中。
注意:使用金属漏斗以方便将材料装入金属注射器。
注意:我们建议用 PCL 颗粒填充整个金属注射器到顶部,以便熔化时注射器将包含大约 4 mL 的材料。
将金属针头拧在金属注射器上。
将挤出机温度设置为 110°C。
将金属注射器装入挤出机。
等待大约 20 分钟,直到 PCL 熔化,然后再开始打印。
打印设置: 热法
| 速度 (mm/s) | 层高 (mm) | 喷嘴直径 (mm) | 轨距 | 压力 (PSI) | 打印温度 (°C) |
| 1.0 | 0.1 | 0.233 | MT30系列 | 100 | 110 |
| 1.0 | 0.1 | 0.335 | MT27系列 | 100 | 110 |
| 2.0 | 0.15 | 0.437 | MT25系列 | 100 | 120 |
| 3.0 | 0.15 | 0.564 | MT23系列 | 100 | 100 |
| 3.0 | 0.15 | 0.400 | 调频400 | 100 | 100 |

故障 排除
如果在打印过程中观察到穿线,请尝试降低打印速度、使用内径较小的喷嘴或提高挤出机温度。
如果打印结构变形并从打印表面抬起,请确保将床温度设置为 30-40°C。
可能需要使用胶带将培养皿牢固地固定在打印床上,以免在打印过程中移动位置。
如果打印结构的高度大于宽度,则它更有可能从打印表面脱落。为防止这种情况,请使用带纹理的打印表面,例如砂纸打印表面。
我们希望您发现该协议有助于使用PCL进行硬组织生物打印!
