
shinnetsu护套加热器的制作过程讲解
时间:2024-12-21 阅读:78
shinnetsu护套加热器的制作过程讲解
我们将按一般步骤进行说明。对于特殊护套加热器,我们根据具体情况采用最佳程序进行制造。
请注意,本节仅包含表面内容,因为某些内容与 Shinnetsu Kogyo 的专有技术相冲突。
我们不会发布设备等的照片,敬请谅解。
1.生产流程
首先,我将向您展示一般的生产流程。
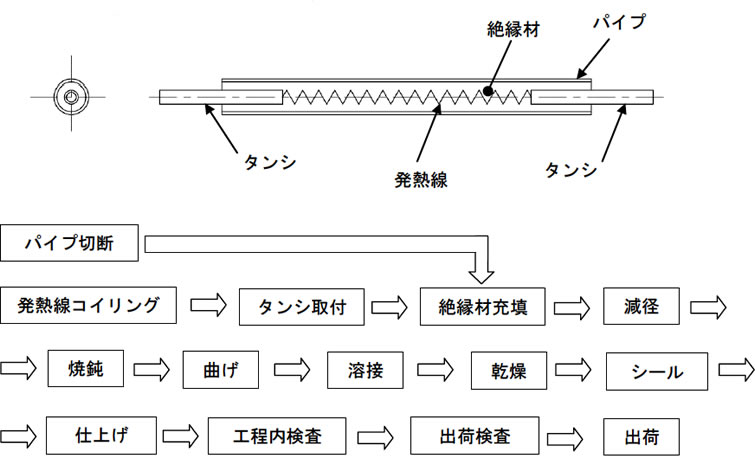
2.管材切割
按设计值切割铠装加热管。切割面的内侧和外侧均进行倒角。
3.电热丝绕制
将具有设计规定外径的电热丝按照设计规定的卷绕直径卷绕成线圈形状。
绕完后,按设计规定的电阻值进行切断。
a. 对于护套加热器(两侧为棕褐色)
Shinnetsu Kogyo有两种绕线方法:单绕线和串联绕线。
・
由于电热丝为单根缠绕,因此电路为串联电路。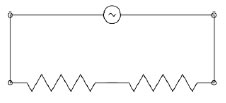
・由于两根电热丝串联缠绕
,因此电路成为并联电路。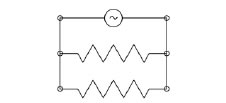
串联绕组的回路电阻是单根电热丝的1/2,因此是容量较大的护套加热器的制造方法。
护套加热器使用两种类型的电热丝:圆丝和带状丝。一般为圆线。
即使单条导线也可以具有较大的截面积,因此即使使用单绕组也可以产生类似于圆线串联绕组的电阻值。
电热丝的材质一般为JIS标准NCH-1(镍铬丝)。
(部分产品使用特殊材料制成的电热丝。)
b. 对于筒式加热器
Shinnetsu Kogyo 有两种类型的卷绕方法,称为普通筒式加热器和外绕式筒式加热器。
・
卷绕方法与普通筒式加热器护套加热器(双面)相同。绕制方法有单绕和串联绕制两种。
护套加热器(两侧)使用直线盘绕的电热丝,但如果是普通的筒式加热器,则需要在管道内掉头,然后从管道的一侧取出电热丝的两端。管道。
电热丝通过将其穿过MgO成型体(带孔的圆筒形状)的孔来组装。
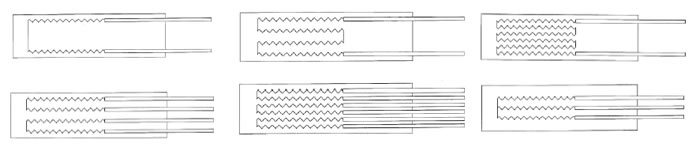
如上图所示,普通的筒式加热器可以设计多种电路配置,因此可以制造的电阻值范围相当广泛,使我们能够满足广泛的要求。
・外绕式筒式加热器的特点是,将相对较细的电热丝缠绕在
称为芯体的氧化镁成型品(带孔的圆筒形)的外侧,并将电热丝盘绕起来。
电热丝直径如果设计值很细(约φ0.2或更小),则在“缩径”过程中,管道会变得更细,因此,如果在此过程中电热丝很细,则存在被损坏的风险。压缩和弯曲
就是这种情况下使用的卷绕方法
加热器电路的结构是一个磁芯作为并联电路中的加热器,因此如果连接多个磁芯,则它会成为与磁芯数量相应的并联电路中的加热器。

由于这种结构,加热器长度相对较短,该产品适用于容量不大的加热器。
(长度约为200mm,容量为1000W以下,当然也可以生产其他规格。如果不确定,请联系信越工业。)
图 23 显示了 Shinnetsu Kogyo 的外绕筒式加热器的示例。

外部筒式加热器的产品示例
(图 23)
4.檀石安装
盘绕的电热丝通过焊接连接到称为“tanshi”的圆棒上,该圆棒用作功率引入部件。
电流流过水箱,因此会产生热量。在上述流程中,在护套加热器的口部施加防潮密封的过程称为“密封”。此时,我们根据密封材料的耐热温度,根据自发热量计算出门槛部分的温度,并决定门槛的材料,使其不超过密封材料的耐热温度。密封材料。
由于这是焊接工作,因此只有通过内部认证测试的工人才能执行此操作。
5.绝缘填充
接下来,将带有隔热罩的电热丝插入管道中,并填充绝缘材料(MgO)。
Shinnetsu Kogyo 有两种填充方法。
・块状填充
主要用于筒式加热器。
① 按照b.节中对普通筒式加热器和外绕式筒式加热器的说明,将每个 MgO 成型品的电热丝插入管道中,然后将 MgO 粉末填充到管道中的间隙中。
由于它是手工组装的,所以这不是一种非常有效的方法。
对于护套加热器(两侧),如果无法机器填充,则使用块填充。
・
主要用于带护套加热器(双面棕褐色)的机器灌装。
将带有隔热罩的电热丝插入管道中。一根相当复杂的管子(称为填充管)穿过管子和电热丝之间的间隙。氧化镁粉末从该填充管的末端出来并填充管子和电热丝之间的间隙。
放入设备后,设备自动填充氧化镁粉,提高工作效率。
6.直径减少
接下来,我们减小填充绝缘材料(MgO)的加热器的直径,以增加内部绝缘材料的密度。
4.④ 在c节中,我们解释了MgO的弱点是其传热率(热导率)较低,约为普通金属的1/10或更低。电导率)与直径减小过程中使用的 MgO 的密度密切相关。一般来说,如果加热器内部的MgO的密度至少为2.7g/cm 3
或更高,则作为护套加热器就会出现性能问题。 当然,铠装加热器内氧化镁的填充密度越高,传热效果越好。
就导热性而言,仅仅0.1g/cm 3的密度差异就可以显着改变热量传递的方式。
作为铠装加热器的制造商,这是一个尤为重要的工序。
7.退火
这是一种热处理,旨在消除管子在缩径过程中发生的加工硬化。
一般称为“固溶热处理”。
将管道的金属结构恢复到加工硬化之前的正常状态。
(对于不锈钢金属,我们使用诸如“回复到奥氏体晶粒”之类的词。)
如果加热器在没有退火的情况下弯曲,管子就会破裂,所以作为护套加热器制造商,我们,是一个特别重要的过程。
这项工作只能由内部经过认证的工人来完成。
但是,这不适用于不弯曲的护套加热器(短筒式加热器)。
8.弯曲
这是信越工业的专业加工。
该技术对于满足客户要求、提高加热器的性能等具有重要意义。
用于液晶和半导体器件的板式加热器具有复杂的凹槽来嵌入护套加热器。 Shinnetsu Kogyo 拥有出色的护套加热器弯曲技术,可以适应复杂的凹槽加工。
另外,如第 3.① f 节所述,信越工业的燃气加热器具有紧凑的罐体,可以通过弯曲护套加热器来插入长加热器,并且具有低 Sd(功率密度)。可以安心使用。
9.焊接
护套加热器的各个部件均采用TIG(Tungsten Inert Gas的缩写,意为钨极惰性气体保护焊)制成。电极棒采用非消耗材料钨,并在电弧中熔化另一种填充金属。焊接在流动氩气的同时进行以防止氧化。其大部分零件是在缩径后的细管上完成的。在这种薄管上进行 TIG 焊接是一项相当困难的工作,如果由经验不足的工人进行,焊道将穿透管道并导致产品不合格。
在信越工业,我们不仅指派获得日本焊接协会“不锈钢焊接资格证书”的焊接工人,而且还进行充分的内部培训,只雇用通过内部认证考试的工人。进行。
除TIG焊接外,还有采用银钎焊的产品。与 TIG 工作一样,这项工作仅由通过内部认证测试的工人执行。
10.烘干
在接下来的工序中,会对加热器的口部进行防潮密封,但在此之前,此工序是要将加热器内部的湿气赶出,并将绝缘电阻调整到合适的值。
将加热器在干燥箱中保持一定的时间和一定的温度,排出加热器内部的水分。
11.海豹
在信越工业,根据使用环境和环境温度,我们使用两种类型的密封材料。
玻璃密封件
通常使用含铅玻璃,但为了应对环境问题,也可使用无铅玻璃。
两者的耐热温度名义上均为200℃以下。
密封材料是耐高温类型。
有两种方法可以做到这一点:将玻璃放入加热器口并在熔炉中熔化,并用煤气燃烧器加热加热器口使其熔化。
只有通过内部认证测试的工人才能执行测试。环氧树脂密封
Shinnetsu Kogyo 仅使用一种环氧树脂,并且是 UL 认证产品。
标称耐热温度为100℃以下。
密封材料是低温兼容类型。
工作方法是将环氧树脂倒入加热器口内,在炉内硬化。
与玻璃密封类似,这只能由通过内部认证测试的工人执行。
在信越工业,我们使用玻璃密封和环氧密封作为主密封,作为辅助密封,我们使用RTV橡胶(硅橡胶,室温硫化的缩写。RTV橡胶严格来说是一种在室温下硬化的液体橡胶。)用于二次密封。
12.精加工
简而言之,它被称为“精加工”过程,但这个过程的内容根据产品的不同而有很大差异。
简单来说,就是在密封工序之后,将加热器组装起来的整个过程。
将绝缘体连接到加热器口
安装螺母等
引线点焊
清洁热、插头加热器、板式法兰加热器等加热器的组装
13.过程检验
这是制造部门在生产过程中进行的检查检查。
大部分工作都在“精加工过程”中进行,但也有一些检查是在焊接后进行的。
尺寸检验
目视检查
连续性测试(电阻测量)
绝缘电阻测试(确认加热器绝缘层的完整性)
耐压试验(加热器绝缘层破坏性试验)
射线检查(确认加热部分的长度并检查加热丝的节距不均匀、蛇行等)
浸水试验(确认加热器口密封是否牢固)
压力测试(确认焊接件和银钎焊件的牢固性)
He泄漏测试(确认真空产品焊接件和银钎焊件的完整性)
14.出货检验
人员巡检
尺寸检验
目视检查
连续性测试(电阻测量)
绝缘电阻测试(确认加热器绝缘层的完整性)
耐压试验(加热器绝缘层破坏性试验)
射线检测(确认加热部分末端的位置并检查加热丝的节距不均匀、蛇行等)
15.船运
我们将对通过运输检验的产品进行包装。
Shinnetsu Kogyo是一家定制公司,因此我们拥有各种各样的产品。
因此,虽然简单地称为包装,但根据产品的不同,其步骤也有所不同。
我们了解每种产品的特点,为每种产品选择最佳的包装方法,以避免运输过程中的损坏,并努力确保高质量的产品完好无损地到达我们的客户手中。