
用拉力机检定扭力扳手的夹具及方法
时间:2014-08-04 阅读:1919
在装配JB-13U轻型载重汽车工作中,使用为臂分别为0.45m和0.5m,力矩允许误差为±5%的钻石牌扭力扳手和棘轮扭力扳手。为了检定方便,我们可以拉力机上角自制的夹具进行检定,收到了较好的结果。
一、检定用夹具与检定方法
夹具结构如图1所示。夹具可用合金钢、工具钢或其它钢制作,并保证热处理后具有较高的硬度值.

首先,我们选用的拉力机(也称为拉力试验机),需经上级计量部门进行周期检定,满足力值相对误差≦1%的要求。将扳手放入夹具,由拉力机进行检定的方法与步骤如下:
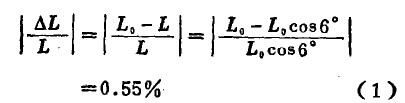
1.将扭力扳手装人夹具2(见图2,图3 ),然后把夹具2装在拉力机下夹头3上,并垫入特制垫片4。
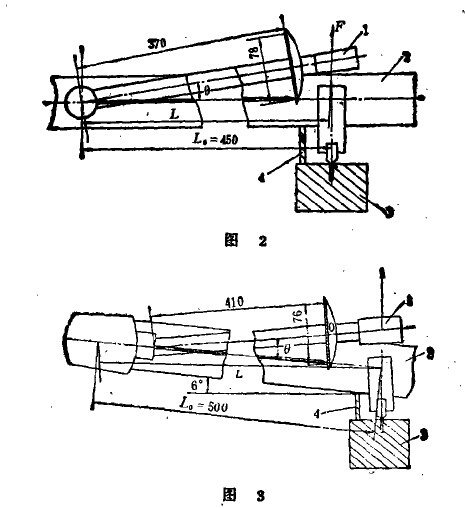
检定力臂L0=0.45m的扭力扳手时,使中具处于水平位置,见图2,检定力臂L0=0.5m的扭力扳手时,使夹具另一端翘起,夹具与水平成6°角,见图3。
2.将一钢制小套环套入扳手手柄处,并将套环装入拉力机上夹头。
3.调节扭力扳手指针,使其指向零点,调拉力机平衡论,也使度盘指针指零点。开机对扭力扳手施加载荷F,至扭力扳手的zui大负荷值为止,如此反复进行三次。
4.选择拉力机下夹头的运动速度为22mm/min.
5.选择扭力扳手上六个刻度负荷值5×9.8N•m, lO×9.8N•m, 15×9.8N•m, 20×9.8N•m, 25×9.8N•m, 30×9.8N•m为检定点负荷,计算出对应于上述各力矩值,拉力机应施加的度盘指示力值F‑ (n =1,2,3,4,5,6),然后逐点对扭力扳手施力载荷,记录扭力扳手指针所指读数即指示负荷。各数据一并列于表中。
序号 | 指示力值 F.(N) | 刻度负荷 (N.m) | 指示负荷 (N.m) | 相对误差 (%) |
1 | 98 | 49 | 49 | 0 |
2 | 196 | 98 | 93~103 | -5.0~+5.0 |
3 | 294 | 147 | 142~152 | -3.3+3.3 |
4 | 392 | 196 | 186~206 | -5.0~+5.0 |
5 | 490 | 245 | 235~255 | -4.0~+4.0 |
6 | 588 | 294 | 284~304 | -3.3+3.3 |
6.计算各点相对误差△Q=(指示负荷-刻度负荷)/刻度负荷*100%。若各点误差在±5%以内,则扭力扳手合格。
二、检定装里误理分析
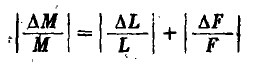
对扭力扳手加载,使其达到zui大负荷时,L0与实际力臂,L的差值ΔL=|L0一L|zui大,由图2、3计算可得L=L0cos°因此,检定中力臂的相对误差:
力值F由LJ500型拉力机施加,力值相对误差:.
ΔF/F≦1% (2)
由式(1)、(2)可得力矩相对误差:
≦1%+0.5%≦1.55% (3)
经上述误差分析可知,装置本身的误差不大于扭力扳手允许误差的三分之一,符合计量检定的要求。通过三年来的检定实践,证明这种方法简便可行,能满足生产要求。