目前普通机床在中小企业零件加工中还在使用。例如CW6140车床、X52K 铣床、T68镗床、M7120磨床等,它的电气控制部分由开关、接触器、继电器、位置开关、按钮等电器元件组成。当机床设备不能正常启动、停止及自动循环工作时,我们首先通过故障现象及使用仪表来判断故障是由机械零件引起还是电器元件引起的。因为在机床维修过程中,更换电器元件比拆装机械零件更方便和节约时间。所以当电工维修人员在*排除不是由电器元件引起的故障时,再通知机械维修人员修理。因此,掌握普通机床基本结构和电气控制线路工作原理,采取“问、听、看、摸”及用仪表测量等多种手段,能快速查找故障原因并分清责任。现在以X52K型立式升降台铣床和珩磨机为例,它们包含了机械传动和液压传动,分析它们工作过程及常见故障和排除方法。
1 X52K型立式升降台铣床
铣床主要是用于加工零件的平面、斜面、键槽等型面的机床。主要结构由床身、主轴、工作台、底座等几部分组成,它包含了铣刀切削旋转运动和工作台不同方向的移动。
1.1 电气控制线路分析
(1)主电路分析
由图1可知,主电路由断路器(QF1、QF2),电动机(主轴电机M1、进给电机M2及冷却泵电机M3),热继电器(FR1、FR2),接触器(KM1、KM2、KM3、KM4、KM5),电磁铁YA 及控制变压器和整流器组成。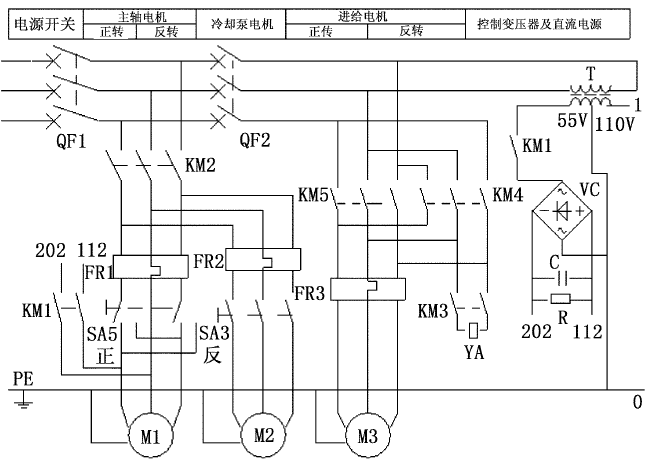
图1 X52K型立式升降台铣床主电路
主轴电机M1正反转由开关SA5控制,停车时由全波整流能耗制动,主轴通过机械调速可获得18种速度。进给电动机M2正反转由接触器KM4、KM5控制。通过手柄位置不同推动传动、换向齿轮可实现工作台不同方向移动。同时通过电磁铁YA能实现不同方向快速移动。冷却泵电机M3在切削时将冷却液对准工件进行冷却和冲洗。
(2)控制电路分析
1)如图2所示,主轴电动机M1起动按SB1或SB2,接触器KM2线圈得电,KM2常开主触头闭合,主轴电动机M1起动。KM2常闭触头断开,防止KM1线圈得电。同时KM2常开辅助触头一个闭合自锁,另一个为工作台提前准备电源。
停止时,按SB3或SB4,KM2线圈失电,KM2常闭触头闭合,KM1线圈得电,KM1常开主触头、常开辅助触头闭合,将全波整流直流电送到电动机M1的定子绕组,进行能耗制动。在主轴变速时,压合行程开关SQ7-1,KM2短时获电,使主轴电机冲动冲动一下,便于齿轮啮合。
2)工作台进给电动机M3的控制。圆工作台转换开关的说明如图3所示,由于在零件加工过程中,工作台要经常改变方向,所以用两个接触器KM4、KM5来控制进给电机实现正、反转。正转,工作台能向右、向前或向下方向移动;反传,工作台能向左、向后或向上方向移动。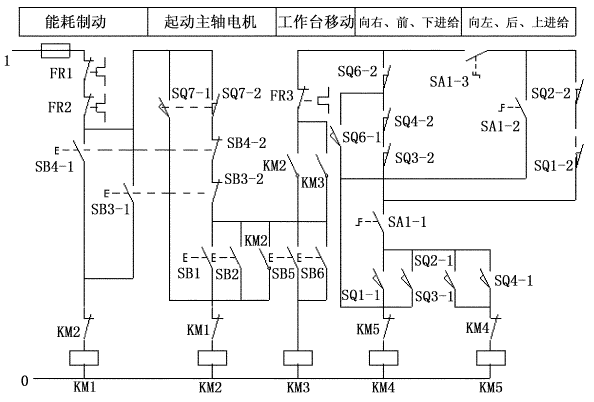
图2 X52K型立式升降台铣床电气控制线路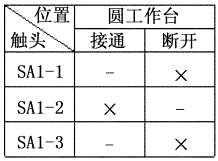
图3 圆工作台转换开关的说明
工作台在主轴未起动的情况下,可实现快速移动,它是由进给电机和电磁铁YA共同完成,其运动方向由操纵手柄推动齿轮传动机构执行。
X52K型铣床工作台纵向和横向及升降转换是由操作手柄位置不同,压合不同位置开关,从而使KM4或KM5线圈分别得电,实现进给电机正、反转。操作手柄在压合位置开关时,同时也带动传动齿轮实现工作台向右、向左或向前、向后,向上、向下移动。手柄在中间位置时,工作台停止移动。它们的关系如图4所示
进给电机除了电气上互锁外,各个位置开关也互锁,KM4和KM5线圈不会同时得电,保证设备安全运行。工作台进给运动用手柄操作,不易误操作,但是手柄和电气设备的力联动机构机构复杂,易发生故障。
3)冷却泵电动机。当主轴启动后,冷却泵电动机M3由转换开关SA3控制。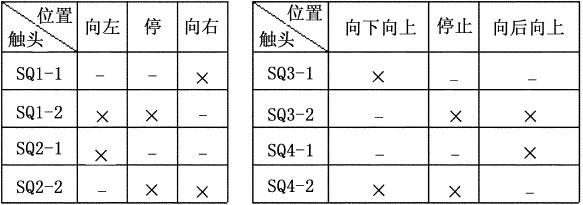
图4 工作台纵向和横向及升降行程开关的说明
1.2 故障分析
1)所有电动机都不能起动。电源故障;熔断器FU1、FU2或FU3熔断;控制变压器损坏。
2)主轴电动机M1不能起动。主轴转换开关SA5接触不良;接触器KM2的主触头接触不好;起动按钮SB1或SB2接触不良;行程开关SQ7-2、按钮SB4-2、SB3-2、KM1的常闭联锁触头或KM2的线圈,只要有一个接触不良或断路,主轴电动机M1就不能起动。
3)主轴电动机M1停车时无制动。桥式整流器VC有故障;接触器KM1主触头接触不良使直流电源不能通入定子绕组;按钮SB3-1或SB4-1、接触器KM2的常闭联锁触接触不良头接触器KM1的线圈断路都会使主轴电动机M1停车时无制动。
4)进给电动机M2不能起动或变速时无冲动。KM4或KM5主触头接触不良;热继电器FR3动作;行程开关SQ1、SQ2、SQ3、SQ4、SQ6的触点接触不良,可依次检查各点,找出故障。
5)工作台不能快速移动或只能单向快速移动。按钮SB5或SB6接触不良;位置开关没有压合好;接触器KM3主触头接触不良或电磁铁YA线圈断路,可依次检查KM3主触头和线圈连线。
2 M4250A立式珩磨机
M4250A立式珩磨机主要用于加工大、中型缸体、缸套以及其它精密孔。立式珩磨机主轴旋转和进给采用电磁阀控制油压实现变速;主轴可轻便地实现上下移动,工作台引出、引进,并快速夹紧缸体(包括V型缸体)。
2.1 M4250A立式珩磨机的基本动作
1)旋转运动。由主轴电动机与电磁阀控制油压经齿轮带动磨杆旋转,磨头就装在磨杆下端。
2)往复运动。往复运动是配合旋转动作不可分开的工作运动。在旋转衍磨杆进行上下往复运动后,油石条才能实现对产品的磨削。
3)涨缩运动。涨缩运动是指磨头在往复旋转运动的同时,利用油缸压力,使磨杆中的扩张杆下推,推开磨头里面的双锥形扩张头,从而使油石向四周涨紧,实现油石对工件摩擦。
4)夹紧(放松)是在衍磨过程中,通过压紧板使工件稳固,以保证产品精度。
5)工作台进、出是方便工件加工、装卸及测量。
2.2 M4250A立式珩磨机工作原理
1)磨头旋转。如图5所示,按SB2,KM1、KM2线圈得电,KM1常开辅助触头闭合,自锁,油泵电机、主轴电机工作。按SB4,KM3线圈得电,冷却泵工作。同时KM3常开辅助触头闭合自锁和为磨头旋转作准备。按SB6,KA1和KA2线圈得电,KA1、KA2常开触头闭合,常闭触头断开,此时限位开关SQ3 闭合,KA5 线圈得电,KA5常开触头闭合,一个自锁,一个接通电磁阀6YA,通过液压传动主轴电机带动磨头旋转。停止按SB5,磨头循环工作时,KA1、KA2、KA5及6YA工作。
2)工作台进、出磨头停止时,在按SB7,KA6线圈得电,常开触头闭合,自锁;常开触头断开,5YA得电,通过液压传动工作台引出。按SB8-2,3YA得电,引入工作台,到位后,断开SQ5使3YA失电,工作台位置保持不变。SQ4、SQ5是工作台位置开关。
3)磨头变速。通过行键开关,分别使KA13、KA14、KA15、KA16线圈得电,接通7YA、8YA、9YA和10YA 电磁阀。7YA 只在变速时工作。转速与电磁阀关系(如图6所示)。
2.3 M4250A立式珩磨机常见故障
在修理液压设备时,首先要区分是液压问题还是电路故障。我们可人为驱动电磁阀,如果正常说明液压系统没问题。如果手动都不能正常工作,问题就就出现在液压控制系统。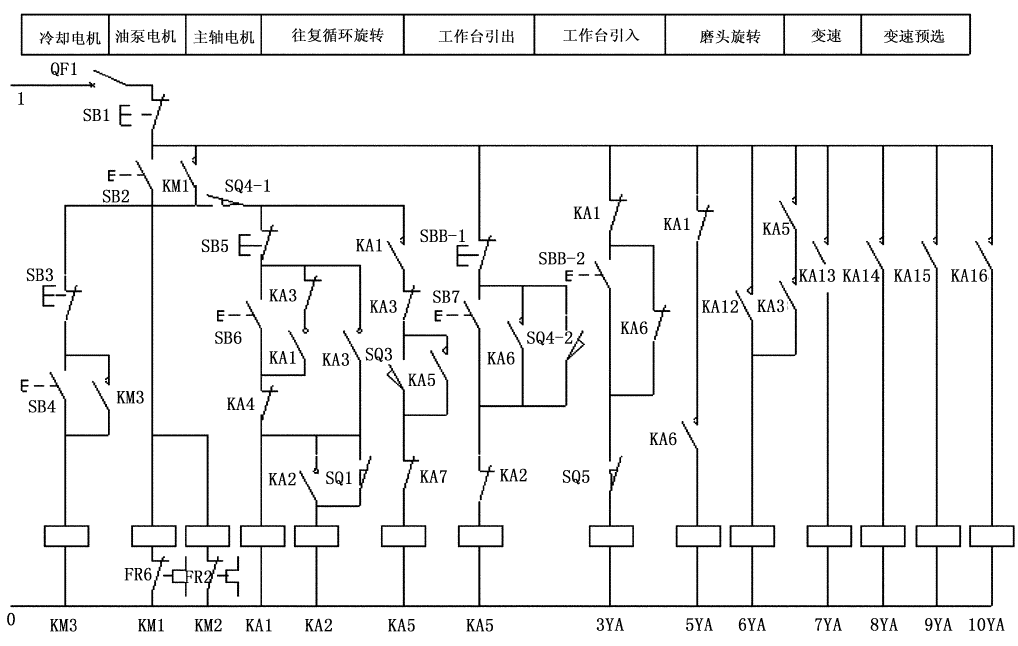
图5 M4250A珩磨机主轴起动、工作台引入(引出)、调速控制图
图6 电磁阀与转速工作关系
1)磨头不能旋转。首先看主轴电机是否在工作,再人为驱动相关电磁阀工作是否正常,如不正常,检查油路。动作正常,就检查电路,看KA1、KA2和KA5是否正常工作,触头闭合好不好等。
2)工作台不能进、出。如果液压系统正常,问题就出现在按钮或限位开关上,用万用表检查线路是否接通。
3)磨头不能变速。如果速度不能变换,主要检查7YA电磁阀油路及相关电路。如果速度同预选速度不一致,则检查8YA、9YA、10YA 电磁阀。
3 结 语
引起机床故障原因很多,在维修中机械零件更换复杂,又耗时。因此,维修人员只有在正确分析的基础上,尽量缩小检查范围,先电后机,从简到繁,这样才能快速准确查出故障。







