真空炉真空系统的配置和抽气速度是有一定费标准和计算方法的,根据真空系统的使用目的而决定所需的真空度和抽气时间,然后选择合适的真空泵。本节介绍不同真空范围内的抽气时间计算。
1、大气压-低真空领域的抽气时间计算
这里所指的低真空领域,是指真空度在100 KPa至0.2 KPa,低真空领域真空腔体和泵的连接管内,气体分子是黏性流时,抽气时间可以通过初期压强p1、到达压强p2、抽气速度S和容积V(含配管)来计算。
式中 p1———初期压强(大气压)[Pa];
p2———到达压强[Pa];
t———抽气时间[min];
V———容积[L];
Se———实际抽气速度[L/min]。
考虑到导管和阀门的瓶颈效应,实际抽气速度大致可以估算为理论抽气速度的80%。
2、中真空领域的抽气时间计算
这里所指的高真空至超高真空领域,是指真空度在200 Pa 至 0.2Pa之间,中真空领域导管内的气体分子,处于黏性流和分子流的中间状态,不能单纯地像低真空或下面第三章节讲解的高真空那样简单地计算。一般情况下,通过两种方式分别计算抽气时间,然后取计算值较大的结果。
真空抽气要考虑的要素:
(1)到达真空度;
(2)抽气速度;
(3)导通率;
(4)实际抽气速度;
(5)气体放出率;
(6)漏率。
用真空泵对真空腔体抽气时,初腔体内的压强迅速降低,但是经过一段时间后压强下降变缓,并且趋于一个恒定值。导致这种现象的主要原因是材料的表面放气。如图1所示,压强变化的不同领域,分别称之为空间抽气和表面抽气。为了进一步提高真空度,通常采用的对策如下:
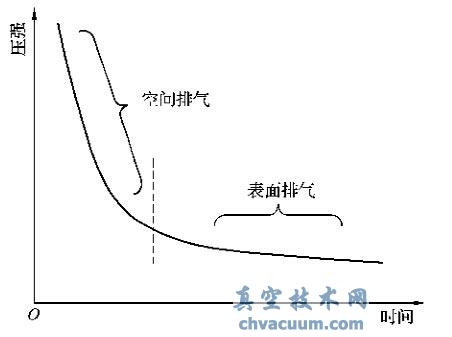
图1 压强和抽气时间的关系
(1)选择表面放出气体少的材料;
(2)通过电解抛光等手段,减小材料表面积,继而减少气体分子的吸附
(3)对腔体进行烘烤,促进表面吸附气体的放出。
3、高真空-超高真空领域的抽气时间计算
这里所指的高真空至超高真空领域,是指真空度在0.2Pa以下,对于高真空领域,要充分考虑容器壁以及容器内物体的气体放出,因此,抽气时间和抽气速度的计算方法和低真空领域不同。
式中 p(t)———到达压强;
Se———实际抽气速度;
Ql———腔体漏气量;
Qg(t)———腔体内部放出气体量;
p0———初期压强。
气体的放出量Qg(t)随着时间t而减少。计算开始时,假定一个抽气时间,根据当时的放气量来求得到达的真空度。如果计算结果p(t)和所需的真空度不一致,则重新假定时间,根据新假设时间的气体放出量再次计算。不断重复,终让p(t)在所需的真空范围内。
高真空领域的抽气时间计算远比低真空领域复杂。真空腔体的内表面经过酒精清洗和150~200℃烘烤处理的两种情况下,后者的气体放出会减少10%左右,因此使用同样的抽气泵所能到达的真空度也会更高一些。
真空腔体内的部件形状和材质也极大地影响到达的真空度和抽气时间。如果使用了树脂类材料,则到达的真空度会比单纯考虑金属表面的气体放出要差2~3个数量级。内部使用螺钉时,螺纹部残留的气体随着抽气时间缓慢放出。为了加速螺纹部的气体放出,要在螺钉中心穿孔,或在螺纹侧面开一个出气孔(图2)。因此,内部构造越复杂,影响真空的因素就越多,要获得高真空,设计上就更需要经验。
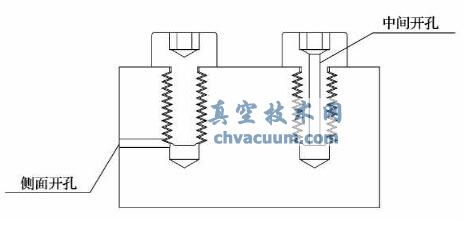
图2 螺纹部的抽气示意图






