DCEC缸体自动线总体由3套连续加工自动线(23#、26#、机加二线)完成缸体从毛坯到半成品的全部加工过程。每条线包括车、铣、镗、钻、铰等多种加工工艺,几十个加工工位,以及工件的自动进料、输送,气、液、电、润滑的管理。
系统原采用S5系列PLC控制,设备电气部分状况较差,故障率很高,改造项目采用新型的S7系列PLC更新换代,并增加部分工位的数控加工、触摸屏操作面板、上位计算机监控及数据报表和管理功能。
主要运用技术:
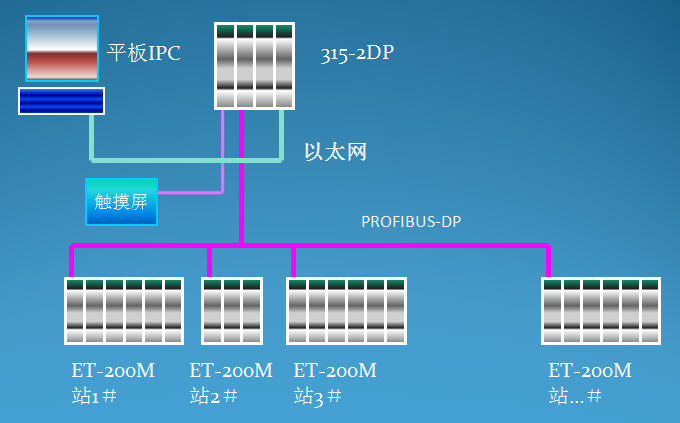
1. 西门子S7系列PLC,315-2DP主机,ET-200M高密度组合远程IO站。
2. 西门子802D数控系统,及611U伺服驱动器,1FK7高动态性伺服电机、SEW减速机。
3. 西门子TP270触摸屏,研华IPC平板计算机,配WinCC组态界面。