搅拌摩擦焊(FSW)作为一种固相连接技术,具有焊接效率高、焊接变形小、能耗低、设备简单、焊接过程安全等一系列优点。经过30多年的发展,FSW已经在航空航天、轨道交通、船舶运输等领域得到了广泛应用。
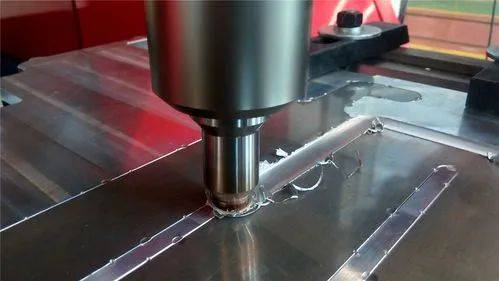 ▲搅拌摩擦焊
▲搅拌摩擦焊
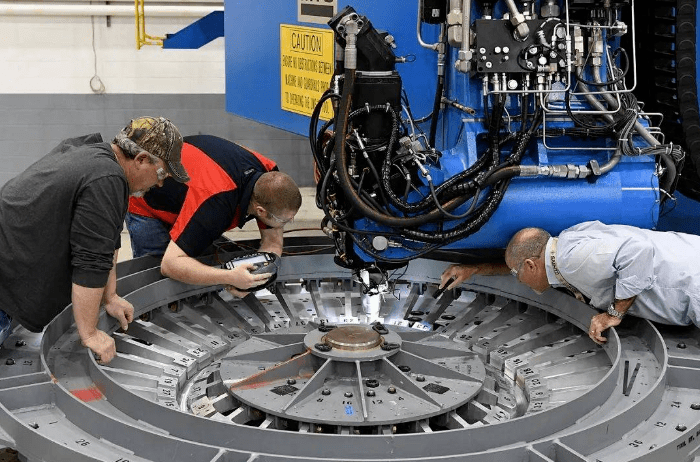
FSW的应用场景
在节能、环保的大背景下,汽车、飞机、高铁、船舶逐渐向轻量化的方向发展,以铝合金为代表的轻合金由于具有密度低、刚度高、耐腐蚀性强、加工性能好等优良特性,逐步取代钢铁成为了运输机械的主要结构材料。随着高性能铝合金的相继问世,各国都在大力推动铝合金加工成形技术的研究与发展。

以汽车制造领域为例,传统燃油汽车车身结构主要应用钢铁材料,随着新能源汽车的发展,续航里程成为顾客使用体验的主要影响因素。在目前技术条件下,提升汽车的轻量化水平是增加新能源汽车续航里程的一个有效可行的方式,因此轻质材料获得了越来越多的应用。
PART02、FSW技术特点
在铝合金结构传统焊接过程中,由于其热膨胀系数大,焊接时极易产生变形,为了防止变形,铝合金在焊接过程中产生气孔、热裂纹等缺陷。为了解决铝合金焊接时出现以上的问题,研究人员提出了一种新的固相焊接方法:搅拌摩擦焊。
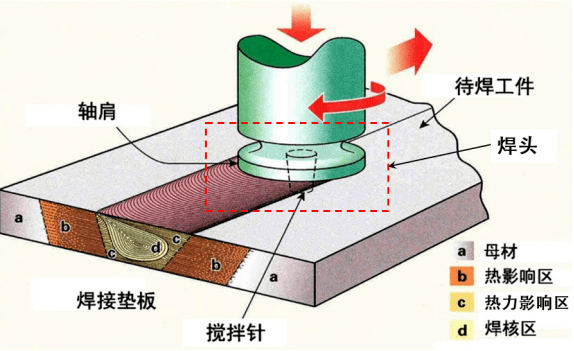 ▲FSW原理示意图
▲FSW原理示意图
搅拌摩擦焊,焊接过程中母材不发生熔化和凝固过程,为此避免了铝合金熔化焊中因材料熔化及凝固过程而带来的气孔、裂纹及合金元素烧损等问题,从根本上解决了铝合金焊接难题。同时,搅拌摩擦焊类似于锻造的压力加工过程,最终形成致密的锻造组织,不同于熔化焊形成的铸造组织接头,接头力学性能(强度、塑性、疲劳性能等)明显优于传统熔化焊。
PART03、北京新兴日祥提出的解决方案
搅拌摩擦焊以其技术优势,迅速得到了广泛应用,但在焊接过程中也会遇到未熔合、裂纹等缺陷问题,极大影响了汽车、飞机、高铁、船舶的安全,甚至造成严重的经济损失。针对搅拌摩擦焊如何进行精准检测的难题,北京新兴日祥推出了无损检测解决方案,可以有效解决搅拌摩擦焊缺陷检测诸多问题。
01. 搅拌摩擦焊车身焊缝检测案例

搅拌摩擦焊车身焊缝检测方案 主要针对汽车、高铁等领域,铝合金搅拌摩擦焊缺陷的检测。这类检测涉及交通安全,因此对检测的效率和精度要求都很高。
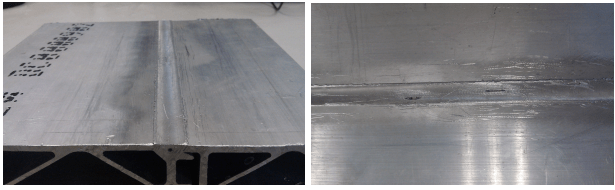
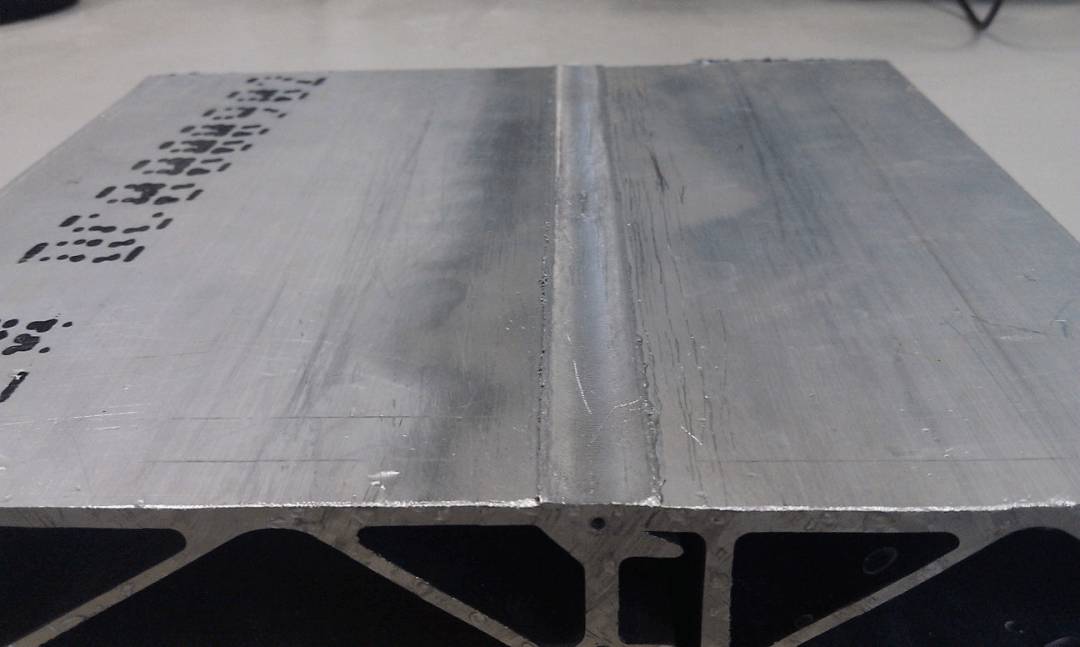
 ▲客户提供的铝合金工件
▲客户提供的铝合金工件
北京新兴日祥在检测方案中采用Omniscan SX或X3相控阵探伤仪,搭配10L32-A10探头,这种解决方案使用全聚焦相控阵主机与检焊缝探头,提高了探测搅拌摩擦焊未熔合或裂缝的性能。我们还可为用户提供一些特别设计的薄型楔块,从而更进一步完善了这种解决方案。
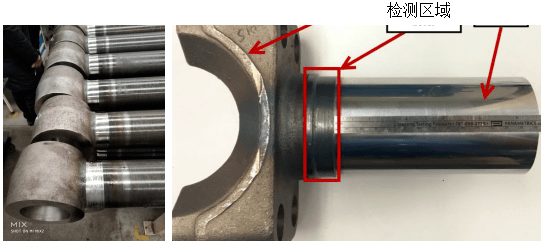
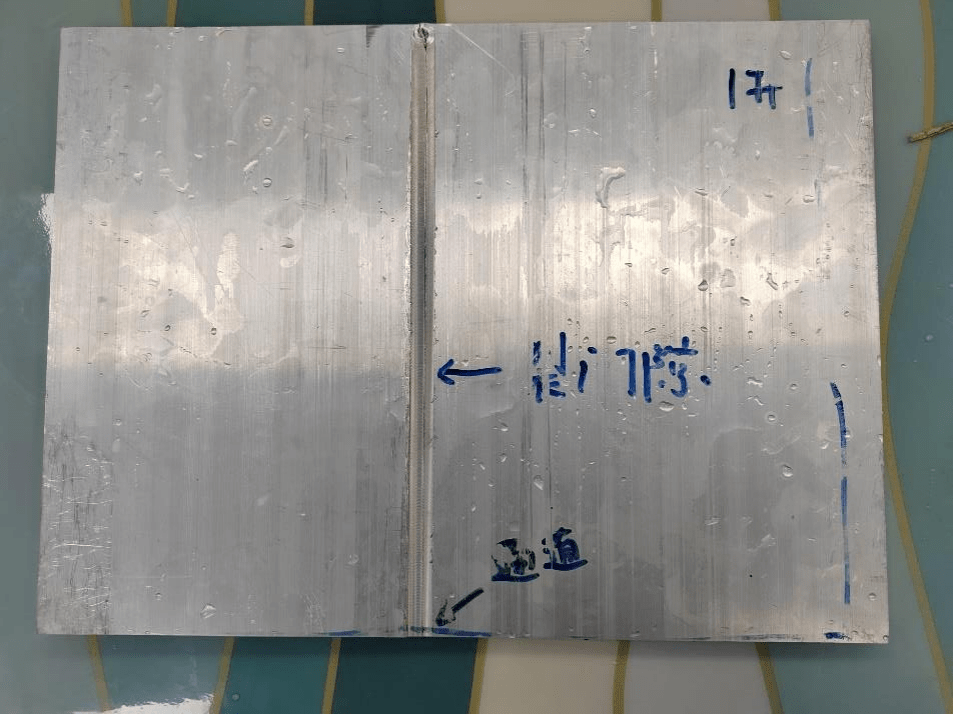
 ▲检测的第二种铝合金工件
▲检测的第二种铝合金工件
【检测的工件情况】
材质:铝合金,厚度 4mm
结构:摩擦焊试件带支撑结构
焊缝宽度:14mm
【检测结果】
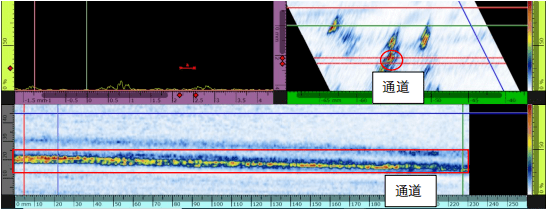
在横通孔和表面刻槽一面进行检测,结果如下图:
从下图 C 扫描和扇扫描图像清晰地看到横通孔缺陷。
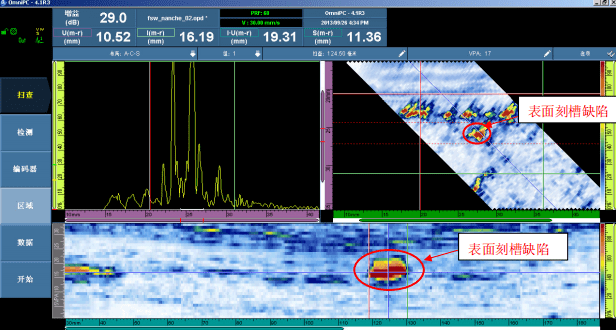
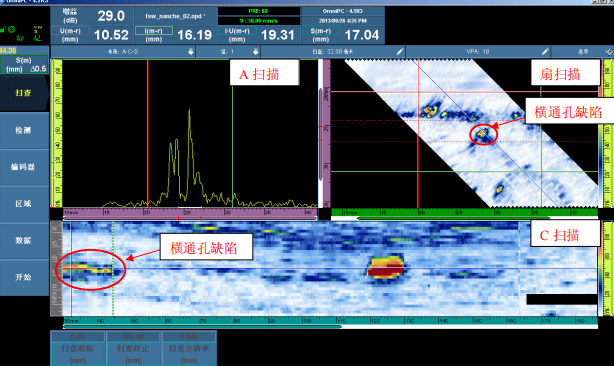 ▲缺陷图形显示
▲缺陷图形显示
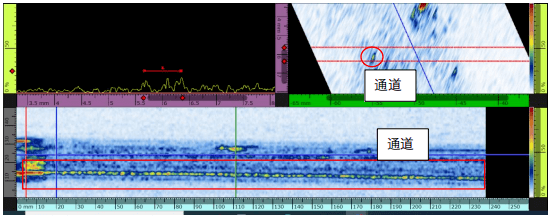
从下图 C 扫描和扇扫描图像可以清晰地看到表面刻槽缺陷,缺陷长度 11.36mm
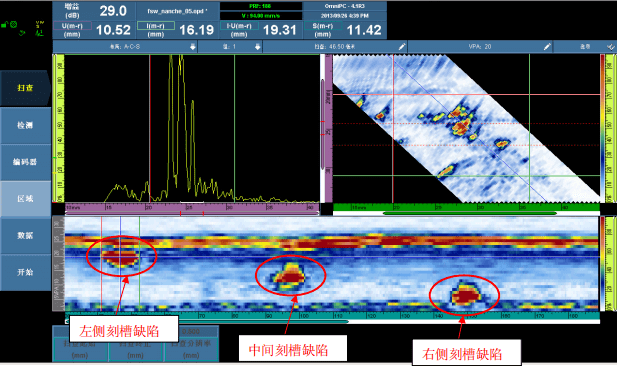
在不同位置表面刻槽一面进行检测,结果如下图:

从下图 C 扫描和扇扫描图像可以清晰地看到不同位置的表面刻槽缺陷,缺陷长度分别为11.42mm,9.65mm 和 9.21mm。
结论
-
由上面实验可知,使用 Evident 摩擦焊专用探头和专用楔块可以清晰地看到横通孔和表面刻槽,证实了仪器和探头的检测能力。
02. 摩擦焊接PA检测应用方案
检测工件:
客户主要检测是否存在未融合的缺陷,如下图
检测设备方案:
主机:Omniscan SX或X3相控阵探伤仪
配置:Cobra Scanner
5DL16-12x5-A25-P-2.5-OM

检测工艺制定:
由于需要检查90度的焊接斜面,A25型纵波(DLA-TRL )
聚焦法则30-89 度,根据工件的尺寸留出合适的步进偏移量
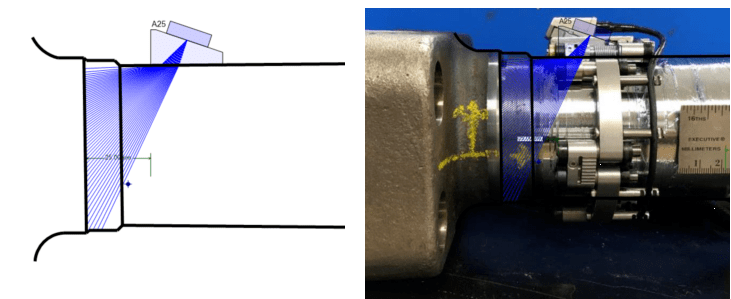
检测效果:
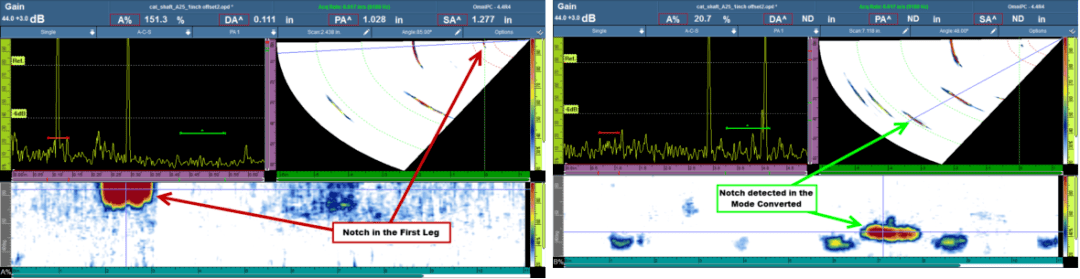
结论
-
利用OMNISCAN 系列产品+A25探头(或其他探头)可以有效的检测90度的焊接斜面,适合所有类似的摩擦焊接工件
03. 综合制造领域检测方案
由于在轻质材料及异种材料连接上的天然优势以及良好的综合成本,所以搅拌摩擦焊在综合制造过程中正发挥越来越重要的作用。业内人士一般使用无损检测探伤仪来进行检测焊接情况,比如北京新兴日祥代理的Evident OmniScan X3就是适用于焊缝检测的探伤神器。
附件:搅拌摩擦焊探头+楔块
样件描述:搅拌摩擦焊焊缝样板 3 块
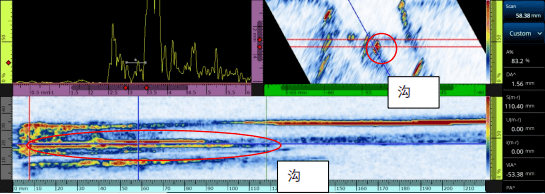
在整个 C 扫上都有显示
测量间隙宽度 4.1mm
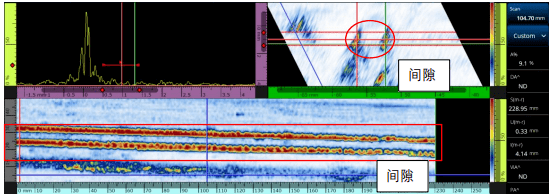
正面:测长 15.7mm,
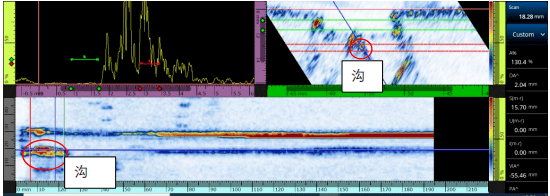
正面:沟槽测长:110mm
-
相应的 FSW 探头可有效检出该类焊缝中的缺陷。可靠性强,数据可长久记录保存。
04. 搅拌摩擦焊集成系统
搅拌摩擦焊相控阵检测系统集成设备FOCUS PX
Evident提供一套完整的高级相控阵集成解决方案,可以满足您苛刻的检测要求。这套解决方案包含以下设备和软件:一种性能强大且可扩展的采集设备:FOCUS PX;一款强大的数据采集和分析软件程序:FocusPC;三个软件开发包(SDK):FocusControl、FocusData和OpenView,可使您基于自己的应用自行定制软件界面,并通过对FocusPC的控制,实现全自动检测操作。

其很高的数据传输速率,可以使用户在不降低检测速度的情况下,检索未压缩的A扫描。FOCUS PX的可扩展性架构可以将多4台仪器并联在一起使用。这样就可使用户从一个检测站对高级多探头配置进行驱动,从而在单次检测中覆盖焊缝区域。





