




Siemens/西门子 品牌
代理商厂商性质
长沙市所在地
西门子青海触摸屏代理商
欢迎联系郑工(湖南嘉普云自动化公司),,我们主要是做可编程控制器,变频器,触摸屏,电线电缆及附件,数控系统,伺服电机,软启动,西门子PLC模块哪家代理商公司价格质量好 西门子PLC模块哪家代理商公司价格质量好 西门子PLC模块哪家代理商价格质量好 西门子PLC模块哪家公司价格质量好 中国哪家西门子代理商销售的PLC模块价格质量好湖


承诺一:1、保证全新*
承诺三:3、保证售后服务质量
流程二:2、我方会根据询价单型号查询价格以及交货期,拟一份详细正规报价单
流程四:4、报价单负责人根据客户提供型号以及数量拟份销售合同
流程六:6、我公司财务查到款后,业务员安排发货并通知客户跟踪运单

本着“以人为本、科技先导、顾客满意、持续改进”的工作方针,致力于工业自动化控制领域的产品开发、工程配套和系统集成,拥有丰富的自动化产品的应用和实践经验以及雄厚的技术力量,为广大用户提供了SIEMENS的技术及自动控制的解决方案,
湖南嘉普云自动化在经营活动中精益求精,具备如下业务优势:
SIEMENS 可编程控制器
1、 SIMATIC S7 系列PLC、S7200、s71200、S7300、S7400、ET200
2、 逻辑控制模块 LOGO!230RC、230RCO、230RCL、24RC、24RCL等
3、 SITOP 系列直流电源 24V DC 1.3A、2.5A、3A、5A、10A、20A、40A
4、HMI 触摸屏TD200 TD400C TP177,MP277 MP377
SIEMENS 交、直流传动装置,数控伺服
SIMATIC ET 200 为所有应用提供*解决方案
SIMATIC ET 200 有丰富的分布式 I/O 系统可供选用,既可以用在控制柜中,也可以直接用在不带控制柜的机器上,还可在危险区域中使用域。模块化的设计让您能够轻松、快速地调整和扩展 ET200 系统。已集成的附加模块可以降低成本,同时拓宽了应用范围。您可以从多种不同的组合方案中进行选择:数字量和模拟量输入/输出、带 CPU 的智能模块、安全系统、电机启动器、气动装置、变频器以及各种不同的技术模块(例如,计数、定位等)。
通过 PROFIBUS 和 PROFINET 进行的通信、统一的工程组态、透明诊断功能以及 SIMATIC 控制器和 HMI 单元的优秀接口,都证明全集成自动化具有少有的集成功能。
PROFINET
PROFINET 是自动化领域中的开放式、跨供应商工业以太网标准 (IEC 61158/61784)。
PROFINET 基于工业以太网,可实现现场设备(IO 设备)和控制器(IO 控制器)之间直接通信,能够用于运动控制应用的同步驱动控制解决方案。
PROFINET 基于符合 IEEE 802.3 标准的标准以太网技术,可将现场层的任何设备连接管理层。
这样,PROFINET 可实现系统范围内的通信、工厂范围内的工程组态,并将 Web 服务器或 FTP 等 IT 标准技术一直应用到现场层。可以方便地集成经过反复检验的现场总线系统(如 PROFIBUS 或 AS-Interface),无需对现有设备进行任何改动。
PROFIBUS
PROFIBUS 是工业现场级的标准 (IEC 61158/61784)。它是一经认可的在加工制造和过程工业两种领域均可进行通讯的现场总线。
PROFIBUS 用于将现场设备(如分布式 I/O 设备或驱动器)连接到自动化系统(如 SIMATIC S7、SIMOTION、SINUMERIK 或 PC 机)。
PROFIBUS 是标准化的现场总线,符合 IEC 61158 规范,是功能强、开放式、坚固耐用、响应时间短的现场总线系统。PROFIBUS 有多种规格,可用于各种应用环境。
PROFIBUS DP(分布式 I/O)
PROFIBUS DP 用于连接分布式现场设备(如 SIMATIC ET 200)或响应时间极快的驱动器。PROFIBUS DP 用在传感器/执行器分布在机器或厂房内的情况(如,现场级别)。
AS-Interface
AS-Interface 是符合标准 (IEC 62026/EN 50295),可代替电缆束,只需一条双股线即可极其经济可靠地将传感器和执行器连接起来。这条双股线还用于为各个工作站提供电力。这样,AS-Interface 就成为 PROFINET 和 PROFIBUS DP 的理想接口。借助于 ET 200SP 中的 AS-Interface 通信模块,可将 AS-Interface 和分布式 I/O 灵活组合。AS-Interface 在同一个 AS-I 网络中传送标准数据和安全数据,安全等级高达 PL e / SIL 3。AS-Interface 不仅适合高效传输数字量和模拟量 I/O 信号,还适用于用户友好地连接急停按钮和防护门。
IO-Link
通过通信标准 IO-Link,可将传感器和分断装置智能连接到控制层。IO-Link 促进了控制柜和现场层中了所有部件的集成,实现直至终过程仪表的大集成度和无缝通信。
西门子的 IO-Link 解决方案可确保任何生产系统实现高精度和经济实用性。IO-Link 已*集成在全集成自动化 (TIA) 中,具有众多优点。
利用在线诊断功能可以帮助我们看到现场模块的实际状态,比如说模块是否运行等。
----(1)通过点击“设备组态”进入如下的界面
----(2)点击“转到在线”即可查看模块状态
----(3)正常在线后的状态如下:

小提示:(a)模块上方的 表示模块正常
表示模块正常
(b)点击“转到离线”即可退出监控状态

----(4)如果实际中未插入DI模块,则可以看到如下的显示:
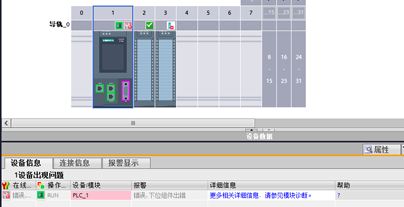
如果想进一步查看模块的故障信息,可以点击窗口下方的提示信息,如下:
 西门子青海触摸屏代理商
西门子青海触摸屏代理商
打开模块诊断信息如下:

1配方术语的含义
配方变量:配方画面上通过输入/输出域显示配方成分的数值;

图1.
配方条目数值:配方视图中用于显示配方成分的数值,即配方每条数据记录的数值;

图2.
激活同步变量”Synchronize tags”: 需要配方条目数值与配方变量同步变化;
激活变量离线”Tags offline”: 配方变量的数据与PLC变量变化不同步;

图3.
与……同步”Synchronization”: 需要操作单元与PLC提供公共通讯区,通过“数据信箱”区域指针作为区域指示器来控制操作单元与PLC之间数据记录的同步传送,并结合PLC作业或系统函数功能完成数据记录的传送。在操作单元与PLC之间每传送一个数据记录时,必须复位状态字,这样可防止未经允许的覆盖数据。

图4.
2配方数据记录的传送

图5.
在配方视图中,从HMI设备的配方存储器加载配方数据记录,或利用配方视图的保存按钮将其保存在HMI设备上的存储器中。
在配方画面中,从配方存储器中将配方数据记录的值加载至配方变量,保存时,将配方变量的值保存到配方存储器内的一个配方数据记录中。
根据组态的不同,配方画面和PLC之间存在不同的传送方式。
3根据操作模式划分组态方法
3.1 Teach-in模式
运行时输入数据记录:要在不干扰当前正在进行的过程的前提下,在HMI设备上尝试输入生产数据用以获取有效的数据值。 因此,不应将生产数据即刻传送到PLC。
3.1.1组态步骤
A)新建配方(略);
B)定义配方的存储路径;
C)勾选同步变量与变量离线---配方变量与PLC变量传送数据;
D)添加配方视图、显示配方变量的I/O域到配方画面上。
3.1.2运行结果
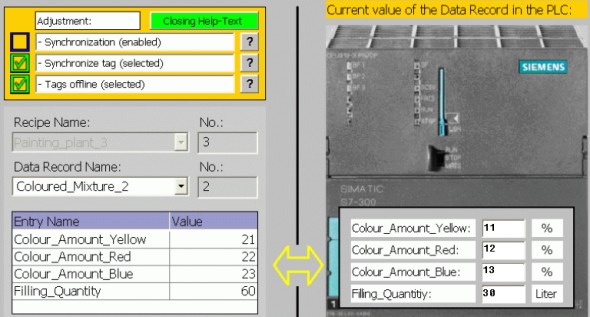
图6.
配方条目数值与配方画面的I/O域数值*,但与PLC变量不同。只有执行  ,PLC变量才会刷新。
,PLC变量才会刷新。
3.2手动生产
通过配方视图加载已存在配方的数据记录值,以供在画面上检查或更正生产数据。
3.2.1组态步骤
A)创建配方及配方视图;
B)定义配方的存储路径;
C)只激活同步变量,取消变量离线。
3.2.1运行结果

图7.
变量在线,在配方视图中加载一条数据记录,配方条目数值与PLC变量同步变化。
若在画面上添加了配方变量的输入域,此时配方变量也是同步变化的。但当手动修改配方变量数值时,配方变量与PLC变量是同步变化的,配方视图的条目数值不发生变化,也就是说,配方视图到配方变量是单向的连接。
3.3自动生产
自动生产让产品自动被执行。生产数据应从 HMI 设备中的配方存储器中或外部存储介质中直接传送到 PLC。无需配方视图。
3.3.1组态步骤
A)组态配方及显示配方变量的I/O域;
B)定义配方的存储路径;
C)取消激活同步变量,则变量在线;
D)利用系统函数Set Data Record To PLC和Get Data Record From PLC或PLC作业执行数据记录的调用。
3.3.2运行结果
配方变量与PLC变量即刻传送数据,也就是配方变量与PLC变量数值是同步变化。
4根据传送模式划分组态方法
配方的数据记录的传送模式分为异步传送与同步传送。
异步传送的方法有:通过配方视图的按钮执行上载  、下载
、下载 ;或通过组态的系统函数;或PLC作业。
;或通过组态的系统函数;或PLC作业。
同步传送:结合“数据信箱”区域指针传送数据记录,可以避免误传送。
4.1同步传送组态方法
1)激活传送下的“与……同步”;

图8.
2)创建数据信箱区域指针;

图9.
3)激活选项下面的同步变量及变量离线。
4)传送数据记录的方式可以由PLC和HMI设备任一方发起,PLC利用PLC作业发起传送,HMI设备可利用配方视图的按钮或调用系统函数发起传送。
4.2运行结果
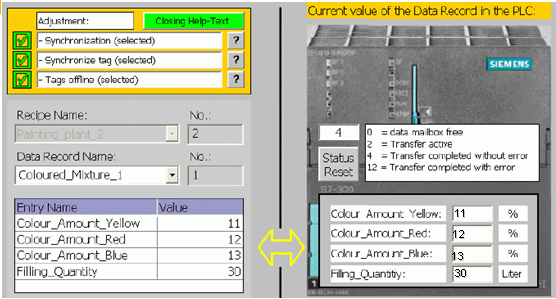
图10.
执行数据传送后,PLC变量与配方条目数值相同,“数据信箱”区域指针显示传送状态。
传送状态通过“数据信箱”区域指针的状态字显示。有关“数据信箱”区域指针的定义可参考WinCC flexible的帮助文档>通讯>SIMATIC S7>用户数据区>区域指针>数据信箱。
4.3异步传送方式
利用PLC作业传送配方的数据记录,作业号69(数据记录由PLC->HMI),等同于 ;作业号70(数据记录由HMI->PLC),等同于
;作业号70(数据记录由HMI->PLC),等同于  。
。
或使用系统函数组态上载、下载按钮,激活变量离线,利用Get Data Record Tags From PLC完成  ,利用Set Data Record Tags To PLC完成
,利用Set Data Record Tags To PLC完成  。(若取消激活变量离线,则利用Get Data Record From PLC和Set Data Record To PLC完成上传、下载功能。)
。(若取消激活变量离线,则利用Get Data Record From PLC和Set Data Record To PLC完成上传、下载功能。)
有关PLC作业的定义可参考WinCC flexible的帮助文档>通讯>SIMATIC S7>用户数据区>区域指针>PLC作业。











