
粉末涂料喷粉厚度图像分布预测模型的数值验证评估
时间:2019-07-01 阅读:276
-
提供商
翁开尔(广东)科技有限公司 -
资料大小
1585407 -
资料图片
点击查看 -
下载次数
66次 -
资料类型
pdf -
浏览次数
276次
时间:2019-07-01 阅读:276
提供商
翁开尔(广东)科技有限公司资料大小
1585407资料图片
点击查看下载次数
66次资料类型
pdf浏览次数
276次粉末涂料是表面处理工艺的环保型替代材料,广泛应用于各领域,如汽车、建筑和家用电器行业等。在静电作用下施加粉末涂料,其中载有颗粒的流体经过喷枪内的电晕对颗粒进行充电,随后将粉末喷在接地基板上。此时产生几种物理现象:湍流气流(Re max ≈1.5e5, U max ≈20m/s),带有相互作用的聚合物颗粒 (2μm-180μm) ,叠加的静电场 (ψ max ≤1.2e5V) 和重力场。由于很难能够通过实验和数据研究所涉及到的复杂相互作用,所以该领域的大多数研究都靠过往经验。为了能重新设计研发出一种优化工艺参数和提高技术的系统化方法,不仅需要验证数据工具,也需要对喷涂工艺进行全面的实验研究。迄今发表的一些实验研究侧重于粉末的颗粒速度和尺寸分布或静电特性的细节。
为了量化涂层质量,试图使用破坏式测量方法是不能获得颗粒在基板上分布情况,要么缺乏数据研究的实验对比,要么是基于速度场分布来间接推出涂层厚度。然而,在实际应用中得出涂层在基材上的分布情况及其厚度是十分有必要的。现迫切需要一种非接触式测量方法对数据进行收集以及后处理量化,该评估程序将为数值求解器的验证过程奠定基础,既能优化工业喷涂工艺,又能有助于技术的深入开发。为此,本文提出了一种新型涂层厚度和分布的测量方法——Coatmaster。本文也特别强调过滤收集到的数据以及量化喷涂工艺的关键参数。
2.1. 实验装置的安装
该实验装置由电晕型喷枪组成,喷涂室内固定该喷枪和安装有塑料栏杆,该塑料栏杆支撑着10cm×10cm接地的基板支架。如图1所示,过滤处的通风系统发出空气,收集剩余粉末。

图1-实验装置安装。借助于夹具支架(2)将基板(1)固定到塑料栏杆(3)上,将喷枪(4)固定在该栏杆上(5)。装有5克粉末(6)喷枪与基板中心对齐,喷枪背面带有滚轮支架(7)。
把基板放置在距离喷枪15厘米位置,并用不同电压对5克固定重量的粉末进实验。当基板涂上一组设置好的参数涂层后,再用Coatmaster测厚系统测量该涂层厚度,每个基板的前后面分别测量三次,这样能使每次测量之间都有足够的冷却时间。另外,每个电压都设置在三个基板上,这样就可以对每个电压设置都进行九次测量,以便进行统计分析。
2.2. 使用Coatmaster 3D 非接触式测量涂层厚度
Coatmaster 3D 能在100cm内非接触式测试未固化的涂层厚度。该系统基于*的热光学技术,计算机控制光源以脉冲方式加热待测涂层。然后内置的高速红外探测器以一定的距离记录时间序列中的温度分布。随着表面温度的降低(这与涂层厚度和涂层材料的热性能有关),将设备检测范围内的涂层厚度分布推断为一个场。(使用Coatmaster 3D型号与Coatmaster普通型号)。 Coatmaster也可以测量比基板形状更复杂和尺寸更小的零部件,检测弹簧样品如图2所示。由厚度分布图可知,弹簧外部比内部的涂层厚度更大。


图2-由Coatmaster为形状复杂的弹簧外部及其内部的涂层厚度量化测量拍摄的示例图像。
首先对固化后的样品进行校正测量,目的是避免涂料本身特性对测量结果的影响。为此,可以使用干膜测厚仪获得覆盖样品涂层厚度范围的数据,再将它们记录在 Coatmaster图像上,后将其用作整个场的校正数据。经过校正后,Coatmaster能在样品涂层厚度范围内检测和量化任何涂层厚度。
2.3. 测量数据的评估
Coatmaster自动测量粉末涂层厚度和生成涂层厚度分布图像后,需要评估收集到的数据和确定涂层工艺的关键参数。首先是基板表面的平均厚度, 因为它反映了涂层的效能;在使用固定数量粉末的每种情况下,沉积在基板上的颗粒与颗粒总数的比值。第二个关注参数是大涂层厚度的区域中心,它指的是相对于基板所达到的厚涂层区域的几何中心。后需要关注与涂层均匀性有联系的参数。在多数情况下, 人们都希望涂料能在样品上均匀喷涂,以便在实际应用中提供的表面特性或功能。
2.3.1 数据的过滤
Coatmaster完成测量任务后,在量化涂层的基本参数前必须使用常见的图像处理方法过滤Coatmaster收集的数据和消除与该研究无关的噪声。数据中的噪声以像素形式出现:a)达到Coatmaster校准过程中规定的上限值;b)通过测量发现非常薄的涂层厚度;除噪声外,还应过滤与夹具或接地电缆得几何区域。
2.3.1.1 阈值滤波
过滤的步是消除小阈值和大阈值区间以外的涂层厚度数据。小阈值通常可略高于零,因为基板外的噪声像素往往包含较小数值。大阈值应设置为略低于在 Coatmaster校正过程中的大值,以消除基板上较薄涂层但仍然呈现阈值的像素点,如图3中的区域A所示。
在图3所示情况下,由于大量数值没有达到设备阈值,因此阈值滤波效果较好。然而,特别是对于基板的背面图像,由于角框效应(这是必要的步骤),导致中间大面积较薄涂层显示不真实的高值。

图 3-原始数据图像的阈值滤波。
上图是原始图像, 像素或区域标记为:A) 通过阈值滤波消除了薄涂层达到相机大阈值的像素集合;B)通过几何滤波消除基板外涂层厚度值的像素集合;C)用相应的滤波去除夹具区域。下图是经过阈值滤波后的基板图像,剔除了A型区域。适用于可用数据范围的缩放。
2.3.1.2 几何滤波
阈值滤波不需要去除所有脱离基板的像素点,如图3所示包含区域B。由于这些像素通常都比基材小,所以可以根据几何位置进行几何滤波。根据图像的行和列的位置对剩余未过滤的数据进行排序。行(r)和列(c)坐标如图5所示。然后在几何位置的分布上,消除的像素位置坐标低于或高于百分比 ( 低和高 ) 中定义的限制值。

图 4- 基于几何位置分布函数的几何滤波。
借助公式(1)中定义的滤波函数δ进行数学表示,该函数乘以与之相关的像素i, D i 为涂层厚度值。

该滤波过程的效果如图5所示,取极限值分别为坐标的2.5和97.5%,消除含有非零涂层厚度的数值。
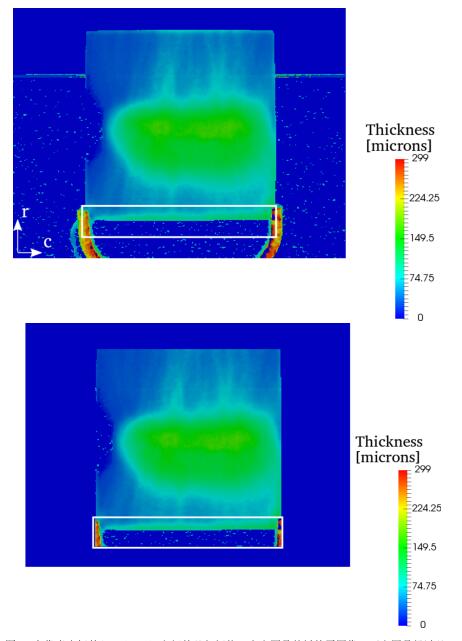
图5—在像素坐标的2.5-97.5%之间的几何阈值。上方图是基板的原图像,下方图是经过几何滤波。图3中B类型的大部分像素都被消除,除了包含在白框中的像素,以及图3中的一部分 C区域。适用于可用数据范围的缩放。
在这种情况下,可以观察到图5中的白色框并不能消除所有位于基板外部的像素,明显表现在图像的底部像素。此外,在图像中仍然可见部分夹具区域。如果在 5-95%的坐标值之间进行阈值化,则对所有的情况进行更好滤波,如图6所示。因此,极限阈值可以经验所得。

图6—在像素坐标的 5-95% 之间的几何阈值。上方图是基板的原图像,下方图是经过几何滤波。图3中的区域B的大多数像素以及图3中的区域C都已消除。适合可用数据范围的缩放。
2.3.1.3 过滤夹具区域
在涂装过程中用于固定基板的夹具通常具有较高的涂层厚度。因为它不属于基材,所以需要滤去该区域。此外也要消除基板附近由夹具干扰造成的涂层像素。根据图7所示原理图来消除夹具区域,其中用蓝色填充夹具的对应区域。基板中心的识别以及基板的行坐标和列坐标的范围,在定义夹具区域中起着关键作用。

图 7- 夹具区域示意图
识别控制区域的两个比值,如式(2)所示。

如果行坐标小于小行加上夹具的高度,并且列坐标小于基板中心的坐标减去宽度 w2或大于基板中心加w1的坐标,则该数据将作为夹具区域消除。此过滤效果如图8所示。为了达到演示目的,本次实验消除比夹具区域更大的区域,这会有效避免夹具引起的干扰。

图 8- 过滤夹具区域
2.3.2 平均涂层厚度 (ACT)
表征涂层质量的首要性能参数是平均涂层厚度。在使用相同数量的粉末进行工艺比较时会直接反映效能,因为基板的平均涂层厚度越大,沉积的粉末比例就越大。因此使用上述各节的过滤过程,通过计算剩余像素的涂层厚度的平均值,就可以计算 ACT,如公式 (4) 所示。任何涂装工艺的目的都是尽可能提能,因此需要尽可能提高 ACT。

公式(4)中,针对较薄涂层特别引入了面积缩放因子。在较薄涂层中,未过滤像素数量(N unfilter )远远小于覆盖整个基板的像素数量。在这些情况下,如果不对整个基板面积进行缩放,而是直接计算单个未过滤像素(A i )面积的平均厚度,这将导致错误结果。基板面积(A plate )是由行坐标和列坐标的范围确定的。在不同测量值与基板之间的范围时,从基板面积范围的面积(A plate )在所有标准化情况下求平均值,以消除变化影响,对于每种情况,变化通常很小。
2.3.3 中心偏移量
下一个性能参数是中心偏移量。量化该参数需要识别高涂层厚度区域 (RHCT)。这区域包含一定比例的未过滤像素,反映出高的涂层厚度。然后根据基板几何中心(式(5))和区域几何中心(式(6))的行、列坐标差值计算中心偏移量,如图9所示。

图9中,基板的几何中心用紫色表示,区域的几何中心用棕色表示。可以观察到几何中心向板底以及右边缘移动,这表明涂层具有某种不对称性。因此,中心偏移量将表征涂层的不对称。

图 9- 基板的几何中心相对于RHCT的中心。
朝向底部的中心偏移量表示基板远离喷枪位置,而在列坐标方向的偏移量通常表示基板不一定垂直于喷枪。
2.3.4 不均匀性
后的性能参数是不均匀性。无论是尽可能得到均匀涂层,还是基于应用得到*相反涂层,量化不均匀性都是至关重要。根据涂层厚度直方图量化参数,如图 10 所示。

图 10- 涂层厚度直方图
为了生成涂层厚度直方图,将所有涂层值收集到数量的bin中,如图10所示,使用了20个bin。因此,每条柱子表示在bin范围内包含厚度值的像素的数量。利用该直方图中大计数数、N max 以及对应的bin D max 的平均厚度值定义不均匀性,如式 (7)所示。

因此,不均匀性是某种形式的标准化加权标准差,其中偏差值越大,表明涂层分布较不均匀。bin i 、N i 中计数数的权重(按大计数数)可确保与大计数厚度有较大偏差的少量像素不会支配不均匀值。
如图 11 所示,在方框图中可以观察到 ACT 与电压的变化关系。框图的数据由三个基板的数据组成,每个基板测有三个测量值,因此共进行了 9 次测量,如第 2.1 节所述。ACT值呈缓慢增长趋势,在电压约为29 kV 的恒定值时使用喷枪。

图 11- 平均涂层厚度与电压变化曲线和厚度等值线关系。底部特征区域标记为 A) 上边缘薄带, B) 中心厚带, C) 底部厚层, D) 极薄角落, E) 中心扩散带.
即使ACT在高压下趋于稳定,但中值的厚度轮廓等值线(框线图中的红线)明显不同。将 24 kV 与 52 kV 轮廓线进行比较可以看出,在前一种情况下可以看到中心带 (B) 和底部边缘带 (C) 处的涂层厚度较高,基板的上边缘带 (A) 的涂层厚度较低,而在中心扩散带(E)将较低涂层厚度区域限制在角落(D) 上,从而产生更均匀的涂层。这也可以通过图12中的不均匀图进行定量验证。从图中可以看出,在10kV的低电压下,不均匀性处于低值,在24kV左右不均匀性升到峰值,然后在高两个电压时达到低值,这与中值情况下描述的厚度轮廓一致。
考虑10kv、24kv和52kv三种情况下涂层厚度的直方图,可以解释低和高电压不均匀性处于同一水平的现象,如图13所示。

图 12- 电压变化曲线和厚度等值线的不均匀性

图 13- 在特定电压下涂层厚度分布的直方图
在电压为10kv情况下,单个“bin”的像素较多,表明不均匀性较低。事实上,这种情况下的不均匀性比52 kv要低。但是,与高“count”相关的涂层厚度值较小,因此 10 kv与高“count”的偏差相对较大。而在52kV的情况下这种偏差很小,因为较大的涂层厚度与高“count”有关,导致出现类似的不均匀值。对于中压情况,从直方图中也可以看出,涂层厚度值分布较大,计数较大,两者的结合导致了不均匀性的峰值。
图14描述了基板上的行坐标和列坐标的中心偏移量。列坐标的负值表示RHCT的中心位于基板中心左侧,列坐标负值表示位于基板中心下方。可以看出列坐标的中值均为正,但趋势不明显,行坐标的中值均为负,电压越大越接近板心。
列坐标的三个选定情况,即图 14 左侧的 18、35、52 kV,在18 kV 处列坐标几乎与基板中心对齐,然后在 35 kV 处比在 52 kV 时偏移更多。在右侧,同样可以看到行坐标在随着电压的增加越接近基板中心,电压从 20 到 29 和 48 kV,这反映在行坐标中心偏移图中。需要注意的是,特别是在中压下,板底边缘通常有一个厚的涂层区域 (参见图 11 中的 C 区域),将 RHCT 中心推向底部,在 20 kV 的情况下为明显。
中心偏移量还可以提供与涂装工艺相关的重要信息。在图14中,观察到列坐标的中心偏移以及范围框的大部分都位于正值范围内,这意味着偏移量系统地朝向基板中心的右侧,否则,范围框将包含偏移值0。

图 14- 列坐标和行坐标的中心偏移量随电压的变化。
造成这种系统效应的原因可能是在这种情况下的通风。在考虑行坐标的偏移时,除了10kV的极低电压外,所有偏移量都低于基板中心,增加电压进行接近。这与预期一致,因为这里的系统效应是重力,其效果下降,因为静电力成为主导地位,由于采用更高的电压将RHCT的中心推向基板中心。
本文是基于CoatMaster的*热光学技术收集涂层厚度数据,介绍了收集和处理粉末涂装工艺实验数据的过滤过程。本次研究的一个关键点是量化涂层质量的性能参数。这三个方面构成了一个广泛的数值求解器验证的基础,从而成为优化工艺参数的关键因素;电压、流量和基板相对于喷枪的几何方向,根据平均涂层厚度和不均匀性给出性能标准。
在本研究中,得到了性能参数的重要性及其相互关系。为此,人们可能倾向于仅通过 ACT 值来评估涂层的质量,这将导致以下结论:高于约 29 kV电压(达到图 11 所示的极限值),不会影响涂层的质量。但考虑到涂层的不均匀性,这一结论是错误的。如图 12 所示,只有在施加高的两个电压时,涂层才会变得均匀。
因此,在评估涂层工艺质量时,应同时考虑涂层的均匀性。当ACT值几乎相同时涂层的均匀性可能会有很大的不同。从图11和图12所示的ACT和不均匀性对电压的关系图中,可以根据应用推断出理想的电压范围。例如,要求得到均匀薄涂层的工艺应保持在10-14kv左右的低压值,而电压值在24kv以上会产生薄涂层,并且在基板的中间出现更厚涂层。在29-40kV范围内可以得到相同的分布,但与较大的ACT值有关,之后涂层会随着电压的增加而变得更加均匀。
另一个性能参数,即RHCT的中心偏移,将针对涂层厚度的对称性提供参考,并可能是系统次级效应的指标。在这项研究中针对基板,由于评估该参数导致了对称的系统偏差,其中基板的左侧比右侧涂层涂层更薄。这很可能是由于通风系统驱动的气流。此外,这参数间接有力表明静电力与重力哪个要强,因为朝向基板底部的偏移量越大,表明静电力越弱。这是一个调整基板和喷枪距离的重要参数。
本文所述的基板过滤方法适用于Coatmaster 测量任何复杂形状的零部件,该测量方法提供了二维的数据集。
为了概括在实践中经常遇到复杂形状的方法,需要扩展该过程来处理可能位于特定基板凹部的噪声数据。常见的图像处理技术,如中值滤波和高斯滤波将作为下一步进行深入研究。