
标卓 品牌
生产厂家厂商性质
上海市所在地
一、原理
铝合金在熔化过程中液态铝会和水分子发生反应生成氢气并溶入铝液中,使铸件内易形成气孔。而铝合金测氢仪可以测量出铝液中氢气的含量,从而可以控制铝液中氢气的含量。 因此在压铸之前对熔铝中的氢进行精确的测量是十分重要的,这样就可以保证在除气时将氢的含量控制在允许的范围内,使制造出来的铝合金铸件合格率提高。
二、特点
1、测氢仪可以在炉前使用,可以满足现场的工艺要求
2、测氢仪操作简单,操作人员经培训就可以单独操作
三、操作规程
1、将铝合金测氢仪接通电源,面板右侧红色电源指示灯亮。
翻起保压罩,检查密封圈是否完好,然后擦去接触面上的灰尘,盖上 保压罩,将面板左侧*个旋钮按下,此时真空泵开始工作,定时器开始计时(定时器出厂定为3分钟),观察真空表是否达到- 0.1Mpa,若没达到说明保压罩密封不好,需查找原因.反之则测氢仪完好,可以使用。
2、测氢时,用钳夹住试样杯,试样杯中盛三分之二铝液后迅速放入测氢仪保压区,盖好保压罩,将真空泵启动,待真空表显示达到- 0.093~- 0.097mpa时,关闭真空泵。
3、定时器出厂定为三分钟,待真空表指针自动归零后打开保压罩,取出测氢试样目测合格后,送检。
4、测氢过程中欲停止测氢,可按下面板中间位置的红色停止按钮。
四、试样的判定方法
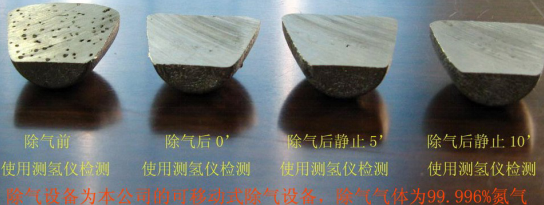
1.仔细观察其试样顶部表面,这是zui常用又zui快捷的一种方法。经过抽真空的铝液试样经过适当冷却后,如果顶部出现呈菜花头形状,或至少有些隆起,则说明含气量较多。反之,如果顶部面平滑或略有凹陷,则表明含气量较少,由此可判断是否可以浇铸。

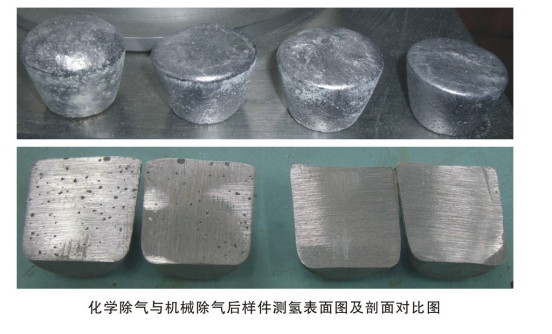
2.对试样进行切片观察截面气孔率(附图)
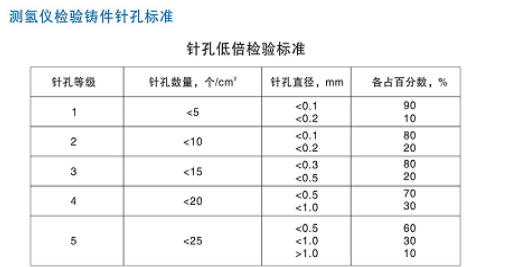
3.需要通过抛光截面并酸洗后按照国家对针孔等级的说明来判断除气效果。
五、注意事项
1、测氢仪机体右侧有个观油孔,用来观察真空泵的油位,不允许降低到规定的位置,以免损坏真空泵。没有设计油路,如发现有漏油现象,是由于真空泵的油添加太多。
2、此设备由于在炉前使用,机箱内温度较高,箱内气管容易变形,建议偶尔取下存水杯透透气,或者打开机箱门。










