其他品牌 品牌
代理商厂商性质
上海市所在地

Taber6160振荡磨耗仪
¥68000
Taber1700/1750磨耗仪ISO9352测试标准
¥60000Taber1700/1750汽车塑料油墨皮革磨耗仪
¥60000ASTM D1175磨耗仪Taber1700
¥60000ASTM D3884旋转磨耗仪Taber1700
¥60000Taber5155升级款Taber1750双工位磨耗仪
¥60000Taber5135升级款Taber1700旋转磨耗仪
¥60000
Taber5900汽车电子塑料往复式磨耗仪
¥52000美国泰伯尔taber5900耐磨试验机
¥52000DIN55654 PV3987 耐磨试验机taber5900
¥52000美国Taber5900磨耗试验机
¥52000Taber5900往复式耐磨试验机
¥52000
1 主题内容和适用范围
本标准描述了涂于金属或塑料上的单一或多层的涂料涂层的抗石击性能的评定方法。
2 原理 上海鼎徵仪器仪表设备有限公司
石击试验是在涂有涂料涂层的试板上,以一定的入射角,按规定流量和能量喷射一定数量和规格的铁丸,
然后将这一块试板在 40℃水中浸泡 24 小时,再按上述方法进行第二次石击。
石击后的试板用胶带拉过之后,用涂层剥落级别和密度,以及露底数量(非强制性)来评定抗石击性。
3 仪器和试剂
3.1 恒温间
温度为 23℃±2℃,湿度无要求。
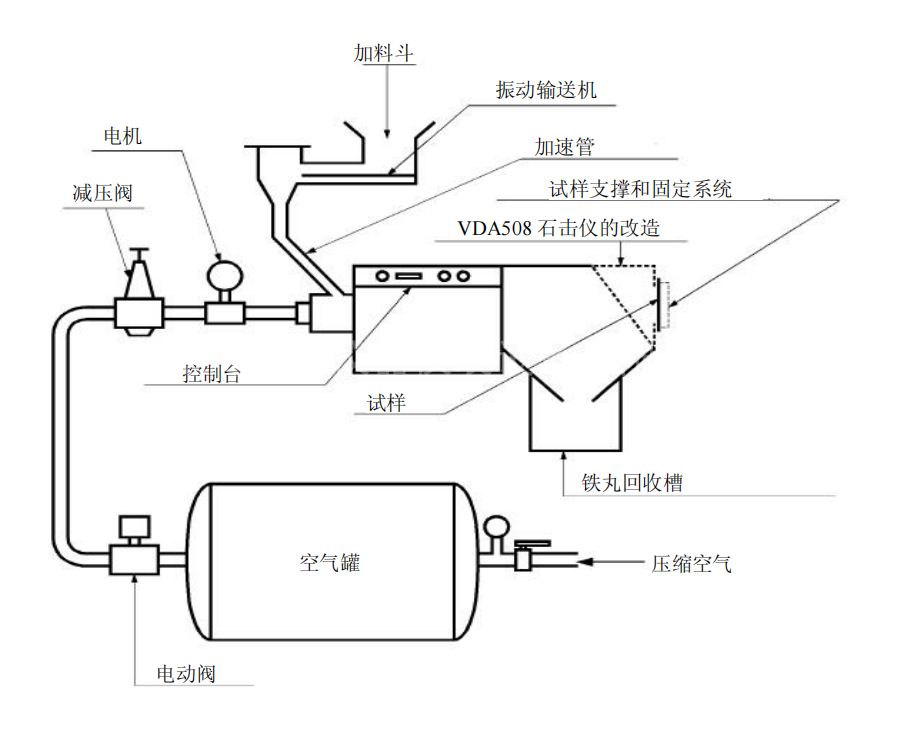
3.2 石击仪
按附录 1 的仪器原理图,由 ERICHSEN 公司生产,编号 VDA 508。
石击仪应进行改造,使试板垂直于喷射方向放置,
使用者向VELLZY的DPTA/DMOV/MXP的涂料部门申请,就可得到改造的详细方案。
注:石击仪应配备压力表,其精度为 0.1 bar 。
3.3 铁丸
经过淬火的铁丸,其洛氏硬度为 61~65,有棱角,平均直径为 4~5mm,由 ERICHSEN 公司生产。
3.4 FORD 槽
与试验方法 D27 1327 所用的槽相同。
3.5 试板
关于涂料试板的标准化文件中规定的钢板、铝板或塑料板,最小尺寸是 85×85 mm。
3.6 胶带
与试验方法 D25 1075 所用的胶带相同。
3.7 天平:
量程为 2kg,可到克。
3.8 秒表
3.9 去离子水
实验室制备,装入浸槽时的电阻率大于 200 000Ω/cm。
每周更换一次。
4 试样的制备
4.1 实验室试样制备
试板采用钢板、铝板或塑料板(3.5)。
将想要做抗石击性能评定的涂料按涂装工艺涂覆在试板上。
记下整个涂装工艺的所有相关参数:表面处理、每道涂层的厚度、烘干温度等等。

4.2 从零件上切取试样
对已涂装的零件,如:车门、发动机罩、塑料件等,进行抗石击性能评定时,应在零件上最平整的曲率半
径大于 1m 的部位进行切割,切割面积至少 50 mm×50mm ,切割时应注意试板的边缘不应有毛刺。
如果试样的尺寸小于 85 mm×85 mm,应将试样粘贴在至少是 85 mm×85 mm 的钢板上。
如果在零件上不能切割出相对平整的试样,如:扭力杆、横向稳定杆、雨刮、轮辋等,可直接将零件或零
件的一部分放在石击仪(3.2)的喷射窗口前。
应该用与零件形状相匹配的遮蔽物,将零件和喷射窗口之间遮住,以避免铁丸喷射到石击仪(3.2)外面。
如果证实方案更为实用,同样也可用两个或更多的零件并排遮蔽喷射窗口,并省去遮蔽物。
4.3 试样的调整
涂装后的试板应置于恒温间(3.1)中,至少调整 16 小时。
注:如果涂料干燥温度低于 120℃,试板涂漆后 7 天才能进行 16 小时的调整。
5 操作方法
· 将石击仪(3.2)接到压缩空气管网上,压缩空气压力≥为 6 bar,≤压力为 10 bar。
· 接通电源,使空气罐充满空气。

5.1 仪器的校正
· 为了保护试板固定系统,在它上面固定一块金属板。
· 先打开电动阀门,将压缩空气压力调到 1bar±0.05 bar(特殊要求除外)。
· 将在加料斗和加速管之间起分隔作用的铁丸流出口抬高 10mm。
· 在加料斗中加入 500g±1g 的铁丸(3.3)。
· 起动石击仪。
· 当铁丸落入加速管时启动秒表。
· 当最后一个铁丸流出时停止秒表,并记录铁丸流出时间。
· 如果铁丸流出时间不是 10 s±1s,则利用预设按钮提高或降低铁丸流出速度。
· 如果铁丸流出时间不是 10 s±1s,重复操作。
5.2 试验过程
5.2.1 将预先按 4.3 调整好的试样固定在石击仪(3.2)的试样支架上。考虑到试验时产生的噪音,喷射机常常
安放在恒温间外,在这种情况下,要保证从恒温间出口到完成喷射试验之间的时间少于 5 分钟。
5.2.2 在加料斗中倒入 500g 铁丸(3.3),将铁丸回收槽固定在石击仪上(3.2)。
5.2.3 开动石击仪,使铁丸全部流出。
5.2.4 关闭石击仪,然后从样板支架上抽出试板。
5.2.5 将试板在装满 40℃±1℃去离子水(3.9)的水槽(3.4)中浸泡 24 小时。
5.2.6 试样从水槽(3.4)中取出后的 1~1.5 小时之间,按 5.2.1~5.2.4 节操作方法进行第二次石击。
5.2.7 如果此后 24 小时内不再使用石击仪(3.2),应关闭电源,排空空气罐。
5.2.8 在整个石击试板的表面上粘贴胶带(3.6),再按试验方法 D25 1075 中“操作方法”的要求将胶带拉起。
5.3 质量跟踪和安全
5.3.1 质量跟踪
· 铁丸喷射管应每年检查一次。
· PSA 标致-雪铁龙集团对原装石击仪改造后的喷射窗口,不应出现变形。
· 铁丸喷 200 次后应进行更换,可利用石击仪上所装的试验次数计数器。
· 在试验开始前,每天应校准一次压力、铁丸重量和流出时间。
5.3.2 安全
· 超过 24 小时不进行试验,建议关闭石击仪(3.2)电源,并排空空气罐。
· 操作人员进行试验时应佩戴隔音耳塞。
6 结果的表示
试验之后,试板的抗石击性能按照以下三个规范进行评定,其中一项为非强制性。
6.1 剥落级别
试样的剥落密集区域与附录 2 给出的照片相同,则其剥落级别分别对应于照片的 1~6 的编号。
如果试样剥落密集区域介于两个剥落级别之间,应给出中间级别。
例如:试样剥落密集区域介于 3 级和 4 级之间→3/4 级。
注:
· 应系统地去除试样的部分剥落,距边缘小于 5 mm 的剥落不应考虑。
· 当一大块剥落是由许多较小块的剥落堆积成的,不应作为大块剥落面评分,如果冲击点一个一个是分开
的,则应进行剥落评定。
说明:仅与 1~3 评分有关。
· 塑料件的涂料涂层无剥落现象时,只评为 1 级。
6.2 剥落密度
统计试样上剥落的数量和面积,面积包括已按 6.1“剥落级别”定级的剥落密集区域,以及下一级别的剥
落密集区域,不计算轻微剥落区域的面积,剥落数量记为 n。
如果试样石击面积不是 0.64 dm2 ,该面积为石击仪(3.2)喷射窗的面积。
则按下式计算出 0.64dm2 面积内剥落数 N:
N = n×0.64 /S
式中:
n = 整个试样的剥落数量;
S = 试样的石击面积,用 dm2表示。 按下表用字母 A~E 评定剥离密度:
| 评 级 | n (或 N,当 S≠0.64dm2时) |
| A | 1~9 |
| B | 10~24 |
| C | 25~74 |
| D | 75~150 |
| E | >150 |
6.3 露底数量(任意选用)
露底数量应按试验方法 D29 5342 评定。
6.4 评定举例
抗石击性能的评定应按 6.1,6.2 和 6.3 节中的规定进行,并按照这一顺序,用三种方法表示(第三种可任
意选择)。
例如:3 C 2
7 测量不确定度
抗石击性能的评价采用评定的方法,其测量不确定度无法确定。
8 试验报告
试验报告除了测试结果外,还应包括:
· 本试验方法的编号;
· 零件号,当试样从零件上取样;
· 底材原始状况;
· 详细的试板涂装工艺,产品编号,供应商名称,漆膜厚度,等;
· 试验室制备样板以及零件上截取的样板的烘干条件;
· 试验方法中未考虑的操作细节,以及可能影响试验结果的偶然因素。
石击仪的原理图