
品牌
经销商厂商性质
上海市所在地
上海韬世日本NACHI螺旋丝锥*
采用高级粉末高速钢和SG涂层,超长寿命
通过刚性和排屑性兼顾的*设计的刀尖,沟槽形状,实现稳定的加工
高通用性,无论任何被切削材料、加工设备、切削条件,都能发挥其优秀性能
不二越于1928年(昭和3年),为实现当时几乎全部依赖进口的机械工具的国产化而在富士山创立。创始人井村荒喜先生认为,“只有机械工具领域的自立才是发展我国产业的基础所在”,在这种强烈的使命感驱使下,将自己的抱负体现为“不二越”的创业精神。所谓不二,正如佛经上所说的“善恶不二、邪正一如”或“迷悟不二”, 现象不同的事物,看来截然相反的事物,如果站在更高立场上深层次地探究其本质,就会发现他们本是同一事物。“越”是日本北陆地区的古称,代表“高志”的意思。
上海韬世日本NACHI螺旋丝锥*
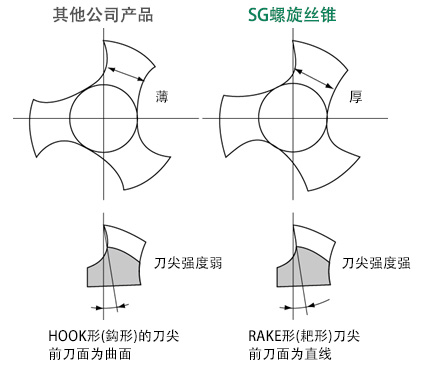
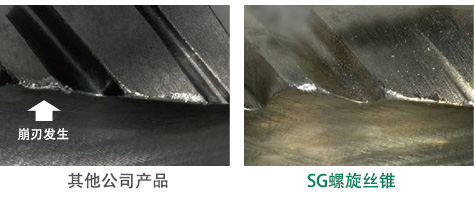
采用难折损的高刚性沟槽形状设计
断面形状
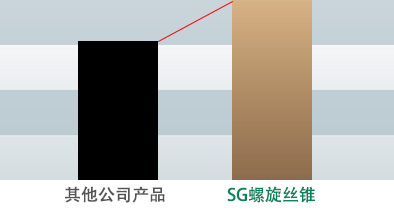
螺纹破坏扭矩的比较
螺纹破坏扭矩比起其他公司产品高30%,因此难折损
SG螺旋丝锥幅部的断面面积大
应力集中部的刚性高,破坏扭距难折损
涂层的断面构造

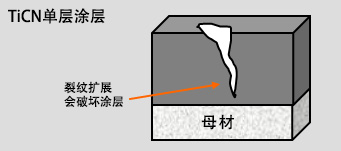
SG涂层 丝锥的特製涂层
通过採用细緻多层膜,耐磨性、韧性提升
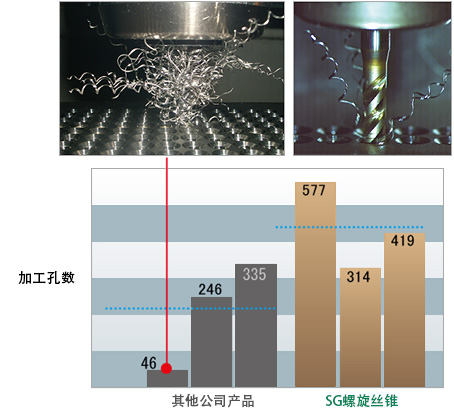
任何切削速度都能稳定攻丝且寿命长
切削速度与加工孔数的比较
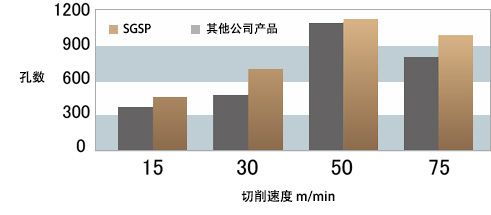
| 切削条件 | |||||||
|---|---|---|---|---|---|---|---|
| 公称尺寸 | : | M6 x 1 | 进给速度 | : | 同步进给 | ||
| 被切削材料 | : | S50C (180HB) | 夹具 | : | 筒夹 | ||
| 螺纹深度 | : | 12mm | 使用机械 | : | 立形切削机 | ||
| 底孔直径 | : | Ø5.1 | 切削油剂 | : | 水溶性 (外部给油) | ||
| 底孔深度 | : | 20mm (盲孔) | |||||
在切削速度30m/min下,加工210孔的磨损比较
各种切削速度的切屑形状与加工状态
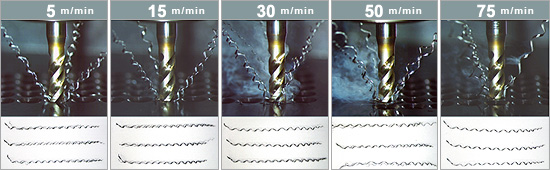
切屑形状与加工状态皆无变化,可实现稳定加工
对应各种切削速度
对应各种被削材料
加工各种被削材料后的加工状态及切屑形状

可加工从普通钢到不锈钢、铝合金,稳定的切屑形状及加工状态
对应各种被削材料
即使是加工不锈钢、寿命依然长
加工SUS304的孔数比较
| 切削条件 | |||||||
|---|---|---|---|---|---|---|---|
| 公称尺寸 | : | M6 x 1 | 底孔深度 | : | 19mm (通孔) | ||
| 被切削材料 | : | SUS304 | 进给速度 | : | 同步进给 | ||
| 螺纹深度 | : | 12mm | 夹具 | : | 筒夹 | ||
| 切削速度 | : | 8m/min | 使用机械 | : | 立形切削机 | ||
| 底孔直径 | : | Ø5.1 | 切削油剂 | : | 水溶性切削油剂 (外部给油) | ||
上海韬世不二越nachi轴承、不二越nachi阀等产品,价格合理,使用范围广,部分常规型号有现货。如需采购可咨询。我将竭诚为您服务。请您询问时请备注贵公司营业执照抬头、连系方式;您需要的品牌型号数量发给我们。我们将按顺序*时间给您回复报价,欢迎惠顾!
更多详情,请咨询:上海韬世日本NACHI螺旋丝锥

















