
纵横金鼎 品牌
生产厂家厂商性质
北京市所在地
一、高温型电压击穿试验仪价格应用范围
LJC-50KV高温型电压击穿试验仪主要适用于固体绝缘材料如橡胶塑料、绝缘漆层、绝缘纸、云母及其制品、薄膜复合制品、陶瓷和玻璃等介质在工频电压或直流电压下且在高温环境下(油或空气)的击穿强度和耐电压时间的测试;该电压击穿试验仪(高温型)采用计算机控制,可对试验过程中的各种数据进行快速、准确的采集、处理,并可存取、显示、打印。
GB/T1408绝缘材料电气强度试验方法第1部分:工频下试验
GB/T1408的本部分规定了测量固体绝缘材料工频(即48Hz~62Hz)短时电气强度的试验方法.本部分规定了用液体和气体作为固体绝缘材料试验时的浸渍剂或周围媒质,但不适用于液体和气体的试验.
注:本部分包括测定团体绝缘材料表面击穿电压的方法.
下列文件中的条款通过GB/T 1408的本部分的引用而成为本部分的条款。 凡是注日期的引用文件,其随后所有的修改单<不包括勘误的内容>或修订版均不适用于本部分,然而,鼓励根据本部分达成 协议的各方研究是否可使用这些文件的版本。 凡是不注日期的引用文件,其版本适用于本部分.
GB/T 1981. 2-2003 电气绝缘用漆第2部分:试验方法(IEC 60464“2: 2001, IDT)
GB/T 7113. 2-2005 绝缘软管 试验方法(IEC 60684-2:1997 ,MOD)
GB/T 10580-2003 固体绝缘材料在试验前和试验时采用的标准条件(IEC 60212: 1971,IDT) ISO 293: 1986 塑料 热塑性材料压模塑试样
ISO 294-1: 1996 塑料 热塑性材料试样的注模塑法 第1部分: 一般原则、多用途模塑件及条形试样
ISO 294-3: 1996 塑科 热塑性材料试样的注模塑法 第3部分:小板 ISO 295: 1991 塑料 热固性材料压模塑试样
ISO 10724: 1994 塑料 热固性模塑料 注塑成型多用途试样
IEC 60296: 2003 变压器和开关用的未使用过的矿物绝缘油规范
IEC 60455-2, 1998 电气绝缘用柑脂基反应复合物 第2部分:试验方法 IEC 60674-2: 1988 电气用塑料薄膜 第2部分z试验方法
下列定义适用于本部分。
3. 1电气击穿
试样承受电应力作用时,其绝缘性能严重损失,由此引起的试验田路电流促使相应的回路断路器动作.
注:击穿通常是由试中羊和电极周围的气体或液体媒质中的局部放电引起,并使得较小电极(或等径两电极)边缘的试样遭到破坏
3.2 闪络
试样和电极周围的气体或液体媒质承受电应力作用时,其绝缘性能损失,由此引起的试验回路电流促使相应的回路断路器动作.
注:碳化通道的出现或穿透试样的击穿可用于区分试验是击穿还是闪络。
3.3 击穿电压
3.3. 1 <在连续升压试验中>在规定的试验条件下,试样发生击穿时的电压。
3.3.2 <在逐级升压试验中>试样承受住的Z高电压,即在该电压水平下,整个时间内试样不发生击穿。
3.4 电气强度
在规定的试验条件下,击穿电压与施加电压的两电极之间距离的商。 注除非另有规定,应按本部分5.4规定测定两试验电极之间的距离。
4.1 按本部分得到的电气强度试验结果,能用来检测由于工艺变更、老化条件或其他制造或环境情况而引起的性能相对于正常值的变化或偏离,而很少能用于直接确定在实际应用中的绝缘材料的性能状态
4.2 材料的电气强度测试值可受如下多种因素的影响:
4. 2. 1 试样的状态
a) 试样的厚度和均匀性,是否存在机械应力;
b) 试样预处理,特别是干燥和浸渍过程;
c) 是否存在孔隙、水分或其他杂质。
4.2.2试验条件
a) 施加电压的频率、被形和升压速度或加压时间;
b) 环境温度、气压和湿度;
c) 电极形状、电植尺寸及其导热系数;
d) 周围媒质的电、热特性。
4.3 在研究还没有实际经验的新材料时,应考虑到所有这些有影响的因素本部分规定了一些特定的条件,以便迅速地判别材料,并可用以进行质量控制和类似的目的.
用不同方法得到的结果是不能直接相比的,但每一结果可提供关于材料电气强度的资料。应该指出的是,大部分材料的电气强度随着电极间试样厚度的增加而减小,也随着电压施加时间的增加而减小。
4.4 由于击穿前的表面放电的强度和延续时间对大多数材料测得的电气强度有显著影响,为了设计直到试验电压无局部放电的电气设备,必须知道材料击穿前无放电的电气强度,但本部分的方法通常不适用于提供这方面的资料。
4.5 具有高电气强度的材料未必能耐长时期的劣化过程,例如热老化腐蚀或由于局部放电而引起化学腐蚀或潮湿条件下的电化学腐蚀或潮湿条件下的电化学腐蚀,而这些过程都会导致在运行中于较低的电场强度下发生破坏。
金属电极应始终保持光滑、清洁和无缺陷。
注1:当对薄试样进行试验时,电极的维护格外重要为了在击穿时尽量减小电极损伤,优先采用不锈钢电极.
接到电极上的导线既不应使得电极倾斟或其他移动或使得试样上压力变化,也不应使得试样周围的电场分布受到显著影响,
注2:试验非常薄的薄膜(例如,<5μm厚>时,这些材料的产品标准应规定所用的电极、操作的具体程序和试样的制备方法。
5.1 垂直于非叠层材料表面和垂直于叠层材料层向的试验
5.1. 1 植材和片状材料(包括纸植、纸、织物和薄膜)
5.1. 1. 1 不等直径电极
电极极由两个金属圆柱体组成,其边缘倒圆成半径为(3.0土0.2) mm的圆弧。其中一个电极的直径为(25士1) mm,高约25 mm,另一个电极直径为(75士。mm,高约 15 mm。 两个电极同铀放置,误差在 2mm内,如图la)所示。
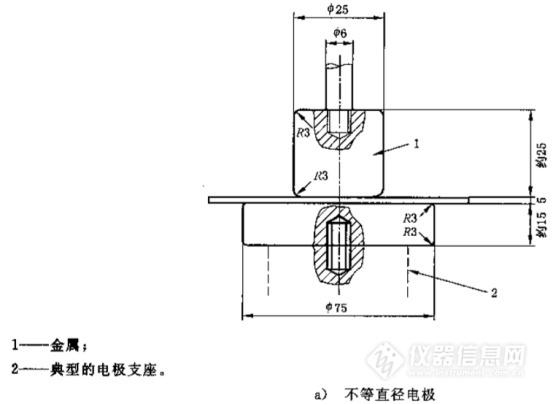

5.1. 1. 2 等直径电极
如果使用一电极架便上下电极准确对中放置,误差在1. 0 mm内,则下电极直径可减小到(25士 。 mm,两电极直径差不大于0. 2 mm. 其所测结果与5. 1. 1. 1不等直径电极测得的结果不一定相同。
5. 1. 1. 3 厚样品的试验
当有规定时,厚度超过 3mm 的板材和片材应单面机加工至(3. 0 士 0. 2) mm. 然后,试验时将高压电极置于未加工的面上。
注:为了避兔网络或因受现有设备限制,必要时可以根据需要,通过机加工把试样制备成更小的厚度。
5.1. 2 带、薄膜和窄条
两个电极为两根金属棒,其直径为(6. 0±0. 1) mm. 垂直安装在电极架内,使一个电极在另一个电 撞上面,试样夹在棒的两个端面之间。
上下电极要同心轴,误差在0.1 mm内。 两电面应与其轴向相垂直,端面的边缘倒成半径为(1. 0土0.2) mm的圆弧。 上电极压力为(50±2) g且应能在电极架内的沿垂直方向自由移动。
图 2 示出了一种合适的装置。 如果需要使试样在拉伸状态下进行试验,则应将试样夹在架子中,使试样披在如图2所示的规定的位置上。 为达到所需的拉伸,方便的办法是将试样的一端缠在可旋转的圆捧上。

为了防止窄条边缘发生闪络,可用薄膜或其他薄的绝缘材料条搭盖在窄条边缘并夹住试样。 此外, 电极周围可以采用防弧密封固,此时电植和密封圈之间留有(1~2) mm的环状间隙。 下电极与试样之间的间隙(在上电极与试样接触之前>应小于0.1 mm。
注:对薄膜的试验,见IEC60674-2,1998,
5. 1. 3 软管和软套管
按GB/T7113. 2-2005进行试验。
5.1. 4 硬管<内径100mm及以下的)
外电极是(25士1) mm宽的金属箱带,内电极是与内壁紧配合的导体,例如圆棒、管、金属箔或充填直径(0. 75~2. 0) mm的金属球,便与管材的内表面良好接触, 不管怎样,内电极的每端应至少伸出 外电极25 mm。
注:当没有有害影响时,可用硅油、硅脂或凡士林将箔贴到试样的内外表面。
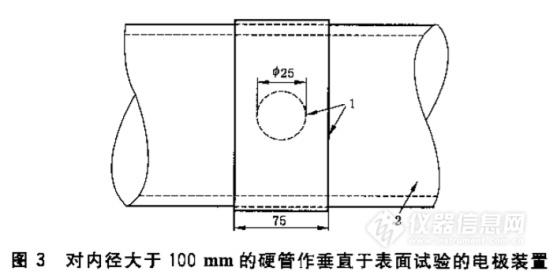
5. 1. 5 硬管(内径大于100 mm)
外电极是(75土1)mm宽的金属锚带,内电极是直在(25±1)mm的圆形金属箔,金属箔应相当柔软以适应圆筒的曲率,该装置如图3所示。
5.1. 6 浇注及模塑材料
5.1. 6. 1 浇注材料
按IEC 60455-2: 1998制样和试验。
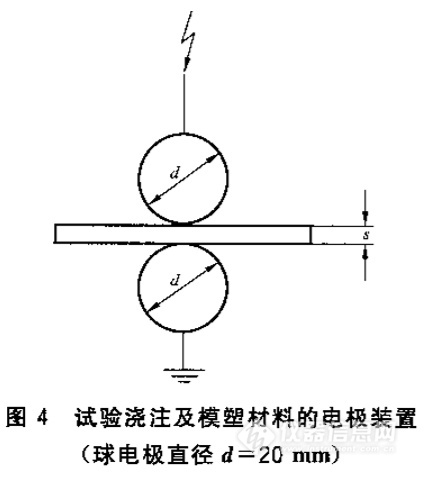
5.1. 6. 2 模塑材料
应用一对球电极,每个球的直径为(20.0士0.1) mm,在排列电极时,使它们共有的轴线与试样平面垂直(见图4)。
5.1. 6. 2. 1 热固性材料
应用(1. 0土0.1) mm厚的试样,这些试样可以按ISO 295: 1991压塑成型或按ISO 10724: 1994注塑成型,其表面尺寸应足以防止闪络(见5. 3. 2)。
注:如果不能应用(1. 0土0. 1) mm厚的试样,则可用(2. 0土O. 2) mm厚的试样。
5.1. 6. 2. 2热塑性材料
应用按ISO 294-1: 1996和ISO294-3: 1996中同型注塑成型试样,尺寸为60 mm×60 mm×1 mm. 如果该尺寸不足以防止闪络(见5. 3. 2)或按相关材科标准规定要求用压塑成型试样,此时用按 ISO 293: 1986压塑成型的平板试样,其直径至少为100 mm,厚(1.0±0.1) mm。
注塑或压塑的条件见相关材料标准。如果没有可适用的材料标准,则这些条件必须经供需双方协商。
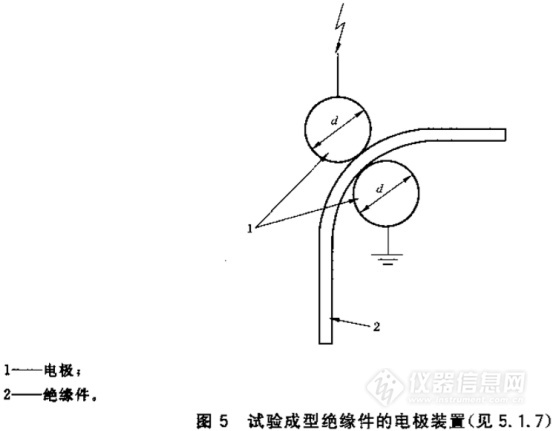
5.1. 7 硬质成型件
对不能将其置于平面电极间的成型绝缘件,应采用对置的等直径球电极。通常用作这类试验的电极直径为12. 5 mm或20 mm(见图5)。
5.1. 8清漆
按GB/T 1981. 2-2003进行试验。
5.1.9 充填胶
电极是两个金属球,每个球的直径为(12. 5 ~ 13)mm. 水平同轴放置,除另有规定外,彼此相隔(1. 0土0.1) mm,并都嵌入充填胶内 。 应注意避免出现空隙,特别避免两电极间的空隙。 由于用不同的 电极距离得到的结果不能直接相比,因此必须在材科规范的试验报告中注明间隙距离.
5.2 平待于非叠层材料表面和平行于叠层材料层向的试验
如果不必区分由试样击穿引起的破坏和贯穿表面引起的破坏,则可使用5. 2.1或5. 2. 2 的电极,但 5. 2. 1的电极应被优先采用。
当要求防止表面破坏时.应采用5. 2. 3的电般 。
5. 2. 1 平行饭电极
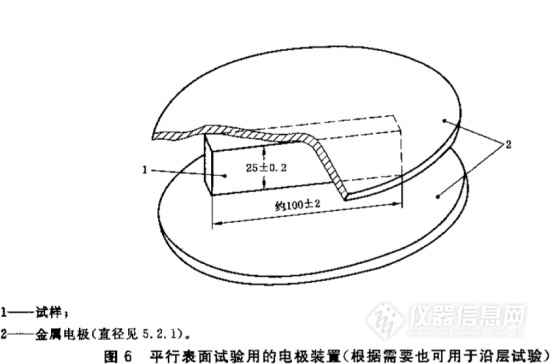
5. 2. 1. 1 板材和片材
试验板材和片材时,试样厚度为被试材料厚度,试样表面为长方形,长(100士2) mm,宽(25. 0士 。.2) mm,试样两侧面应切成垂直于材料表面的两个平行平面。 试样夹在金属平行板之间,两金属板相距25mm,厚度不小于10 mm,电压施加在金属板上。对于薄材料可以用2个或3个试样恰当地放置 <即:使它们的表面形成合适的角度>以支撑上电极。电极应有足够大的尺寸,以覆盖试样边缘至少超过试样各边15 mm,要注意保证试样上下两面的整个面积均与电极良好的接触。电极的边缘应适当倒圆(半径为(3-5)mm),以避免电极的边与边之间的闪络(见图6)
注,如果现有设备不能使试样击穿,则可以将试样宽度减少至05. 0±0. 2) mm或 (10.0土O. 2) mm. 试样宽度的这种减少,必须在报告中予以特别说明。
这种电极仅适用于厚度至少为1. 5 mm的硬质材料的试验。
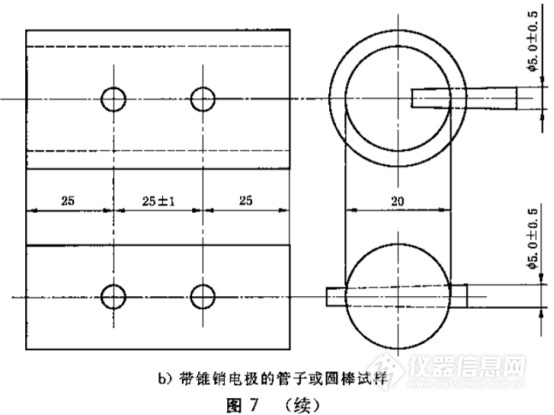
5. 2. 1. 2硬管
试验硬管时,试样是一个完整的环或圆弧长度为100 mm的一段环,其轴向长度为(25士0. 2) mm。试样两端应加工成垂直于管铀向的两个平行的平面。将试样放在两平行板电极之间按5. 2. 1. I所述的板材和片材的试验方法进行试验,必要时可用(2~3)个试样来支撑上电极。电极应有足够大的尺寸以使电极覆盖试样并至少超过试样各边15 mm,要注意保证试样上下两面的整个面积均与电极良好接触。
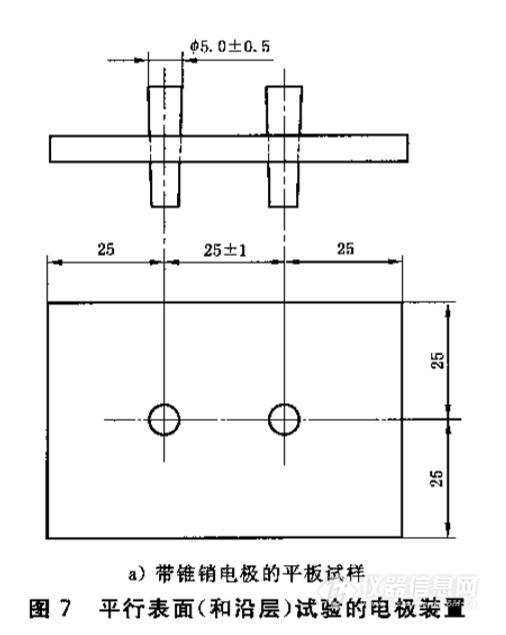
5. 2. 2 锥销电极
在试样上垂直试样表面钻两个相互平行的孔,两孔中心距离为(25土1) mm. 两孔的直径这样来确定:用锥度约2%的钱刀扩孔后每个孔的较大的一端的直径不小于4.5 mm且不大5. 5 mm.。
钻好的两孔*贯穿试样,但如果试样是大管子,则孔仅贯穿一个管壁,并在孔的整个长度上用铰刀扩孔。
在钻孔和扩孔时,孔周围的材料不应有任何形式的损坏,如劈裂、破碎或碳化。
用作电极的锥形销的锥度为(2.0土0. 2)%,并将锥形销压人<但不要锤人>两孔,以使它们能与试样紧密配合,并突出试样每一面至少2 mm(见图7a)和7b))
这类电极仅适用于试验厚度至少为1. 5 mm的硬质材料。
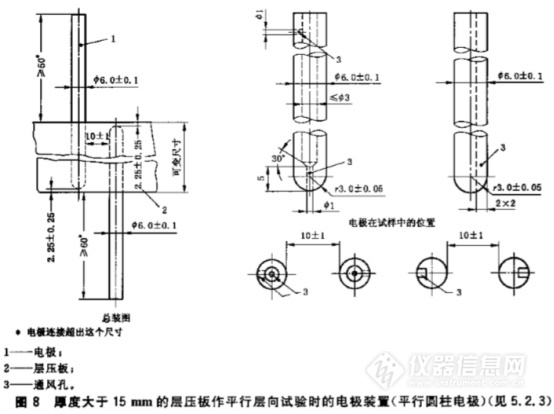
5. 2. 3 平行圆柱形电极
对厚度大于15mm的具有高电气强度的试样进行试验时,将试样切成100mm×50 mm,并如图8 所示钻两个孔,每个孔的直径比圆柱形电极的直径大,但差值不大于0.I mm.圆柱形电极直径为(6.0士0.1)mm,并有半球形端部,每个孔的底部是半球形以便与电配合,使得电部和孔的底部之间间隙在任何点都不超过0.05 mm。如果在材料规范中没有另外规定,则两孔沿其长度的侧面相距应是(10士1)mm,每孔应延伸到离相对的表面(2.25±0. 25) mm以内。两种任选形式的通风电极如回8所示.当使用带小槽的电极时,这些小槽位置应与电极间的间距正好相反。
| 序号 | 配置 | 数量/单位 |
| 1 | 高压变压器 | 一套 |
| 2 | 自动放电装置 | 一套 |
| 3 | 测量控制系统 | 一套 |
| 4 | 调压装置 | 一套 |
| 5 | 计算机数据处理系统 | 一套 |
| 6 | 联想计算机 | 一台 |
| 7 | 惠普打印机 | 一台 |
| 8 | A/D转换器 | 一个 |
| 9 | 控制软件 | 一套 |
| 10 | 试验电极Φ25两个,Φ75一个 | 一套 |
| 11 | 放电棒 | 一只 |
| 12 | 加热试验油箱 | 一个 |
| 13 | 电源线、接地线及信号电缆 | 一套 |







