




其他品牌 品牌
生产厂家厂商性质
焦作市所在地
绞车SB250安全制动器加工过程中,扩孔是通过扩孔钻对钻孔、铸造或锻造的孔进行深加工,以扩大孔径,提高孔加工质量。扩孔可作为精孔前的预处理,也可作为低要求孔的***终加工。扩孔钻类似于麻花钻,但其齿数较多,无横刃。与钻削相比,扩孔具有以下特点:(1)扩孔齿数(3-8齿),导向性好,切削更稳定;(2)扩孔钻没有水平刃,切削条件好;(3)加工余量小,切屑槽可以做得浅,钻芯扩孔精度一般为IT11~IT10,表面粗糙度为Ra 12.5~6.3m。扩孔常用于加工直径小于直径的孔。当钻孔直径大(D<30m m)时,小钻头(0.5~0.7倍)通常采用孔径)对孔进行预钻孔,然后利用相应的孔径进行扩孔,从而提高加工质量和生产效率, 除了圆柱形孔外,各种特殊形状的扩孔钻(也称为锤)还可用于加工各种沉头座孔和平坦端面。 扩孔是孔的精加工方法之一,在生产中得到广泛应用,对于较小的孔,扩孔是比内圆磨削和细镗削更经济实用的方法。
一:绞车SB250安全制动器加工过程中铰刀的应用,铰刀一般分为手用铰刀和机械用铰刀,手用铰刀手柄直,工作部件长,导向性能好。手动铰刀有两种结构:整体式可调外径,机用铰刀具有手柄和套筒两种结构,既能加工圆孔,又能使用锥形铰刀加工锥孔。
二:绞车SB250安全制动器扩孔
扩孔余量对扩孔质量有很大影响,余量太大,扩孔器负荷太大,切削刃迅速钝化,难以获得光滑的加工表面,尺寸公差不易保证;余量太小,不能快速成形。对于上部加工留下的刀痕,自然对提高孔加工质量没有作用,铰链总余量为0.35~0.15mm,铰链总余量为01.5~0.05mm。
为了避免切屑的形成,铰刀通常以较低的切削速度(钢和铸铁高速钢铰刀的v<8m/min)加工,进给速度与待加工孔的直径有关。孔的直径越大,进料速率越大。高速钢铰刀加工钢和铸铁的进给速度通常为0.3~1mm/r。
铰孔加工必须用适当的切削液冷却、润滑和清洗,以防止切屑瘤的形成和切屑的及时去除。与磨削和镗削相比,铰孔加工生产率高,容易保证孔的精度,但铰孔加工不能校正位置e。孔轴线的误差和孔的位置精度应由前道加工来保证。扩孔不适合加工阶梯孔和盲孔。
扩孔加工的尺寸精度一般为IT9~IT7,表面粗糙度Ra一般为3.2~0.8m,对于中等尺寸和高精度孔(如IT7精密孔),钻孔扩孔加工是生产中典型的加工工艺。
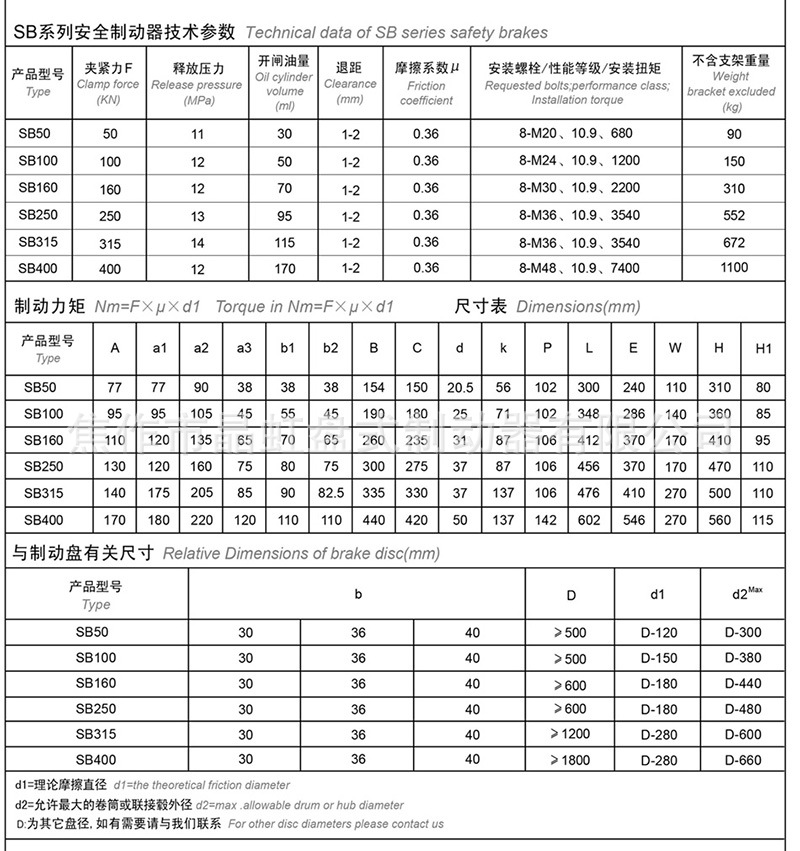
 技术参数
技术参数

特征描述
使用说明
应用:
SB、SBD系列安全制动器
应用:液压安全(紧急)制动器,是一种使用在低速轴(卷筒轴)上的大功率制动装置,可广泛用
于大中型起重机、港口装卸机械起升以及臂架府仰机构低速轴的紧急安全制动。
矿用卷扬机、提升机和大功率倾角式皮带运输机的工作制动和紧急安全制动,缆车和索缆起重
机驱动机构的安全制动,铸造起重机等特种起重机起升机构低速轴的安全(紧急)制动。
主要特点:
■常闭式设计,安全可靠;特制碟簧施力制动,需另配液压驱动释放装置。
■动作灵敏,闭合(上闸)时间短。
■可配有开闸限位开关和衬垫磨损极限限位开关,可进行联锁保护和故障显示(采用PLC控制时)。
■高性能无石棉硬质摩擦衬垫,摩擦系数稳定,不损伤制动盘且对水介质和盐雾(海水)不敏感。
■合理的密封结构设计和进口密封件。效果好、寿命长。
■安装位置灵活,使用、调整、维护简单。
包装清单
包装清单:SB250安全制动器×1,使用说明书×1,产品合格证×1.
用途/应用领域
产品主要使用于起重、冶金、矿山、港口、建筑、电力等多个行业
产品图片














