一、概述
DC24V-PLC电子手轮,在原理上相当于一个增量或脉冲编码器,输出脉冲100P/R(脉冲/每回转),电子手轮的图片如图1。

图1 电子手轮图片
二、电子手轮的主要应用
电子手轮即手摇脉冲发生器(Manual Pulse Generator,也称为手轮、手脉、手动脉波发生器等),用于教导式CNC 机械工作原点设定、步进微调与中断插入等动作。
三、电子手轮的特殊用法
(一)功能描述
本示例中用电子手轮来实现对液压比阀的流量和压力的控制,因为比例阀是模拟量的信号,以前传统控制比例阀的应用是通过模拟量来进行控制的,模拟量通过连接电位器来控制给定进给量的大小,所以很难控制。
本工程中选用ET200SP 的TM COUNT 1*24V的模块来接电子手轮,编码器的信号类型用脉冲A和方向B,来实现对电子手轮的数据的接收与处理。电子手轮接工艺模块具体的用法,跟TM 工艺模块连接增量编码器或脉冲编码器的用法是一致的,这里不在赘述。
(二)特殊功能的工艺
图2中的电子手轮,要实现三个功能的相互切换,下面以调整模式为例来对此功能进行阐述:
在调整模式下,系统默认的为速度功能,同时,在调整模式下可以选择压力或修正值模式,若选择速度模式,按一下速度功能的带灯按钮,速度的指示灯会亮,旋转电子手轮,速度值在变化,此时压力与修正值保持原来的值不变;若选择压力模式,按一下压力功能的带灯按钮,压力的指示灯会亮,旋转电子手轮,压力值在变化,此时速度值保持上次切换过来时的终值保持不变,修正值保持原来的值不变;若选择修正值功能,按一下修正值功能的带灯按钮,修正值的指示灯会亮,旋转电子手轮,修正值在变化,此时速度值保持上次切换过来时的终值保持不变,此时压力值保持上次切换过来时的终值保持不变。

图2 电子手轮的功能切换图
(三)电子手轮的功能切换(程序的实现)
1.手轮的功能切换是通过脉冲沿+置位与复位指令来实现的,具体实现图3。
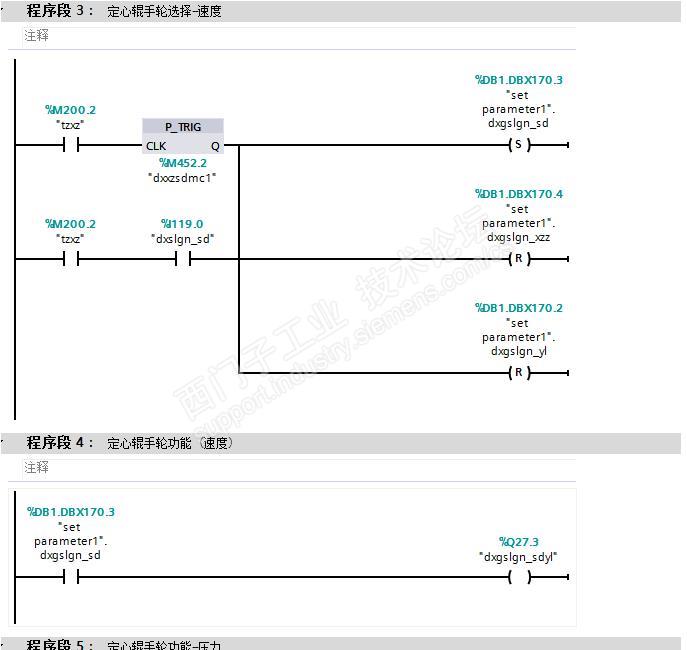
图3 手**能的切换程序
2.高速计数的标准块,使用了以下管脚(如图4):
输入参数:
(1)软件开门功能 SwGate (2)错误确认功能ErrorAck (3)装载新计数值的执行功能SetCountValue
输出参数:
(1)硬件状态StatusHW (2)门状态StatusGate (3)捕捉值CapturedValue (4) 故障 Error (5) 计数值CountValue

图4 高速计数标准块的应用
3.因为本手轮的使用有效值规定为-200至200,所以需要编程来对超出上限与低于下限的值进行处理,具体处理如图5~图6。

图5 上下限装载值程序
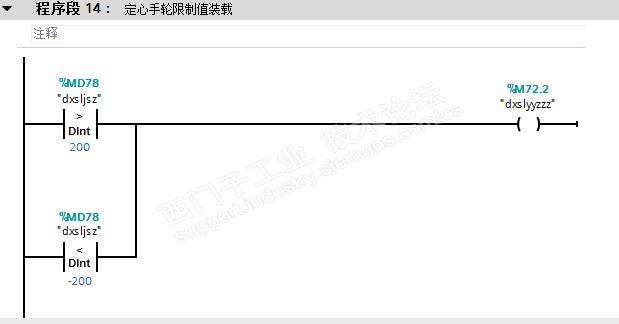
图6 使能装载值
本段程序是超出上限或低于下限,激活装载新值功能,让计数值始终在上限值或下限值之间。
4.切换功能后,原来的功能保持退出时的值保持不变,新切换的功能从切换过来的值开始计数。具体实现如图7~图8。
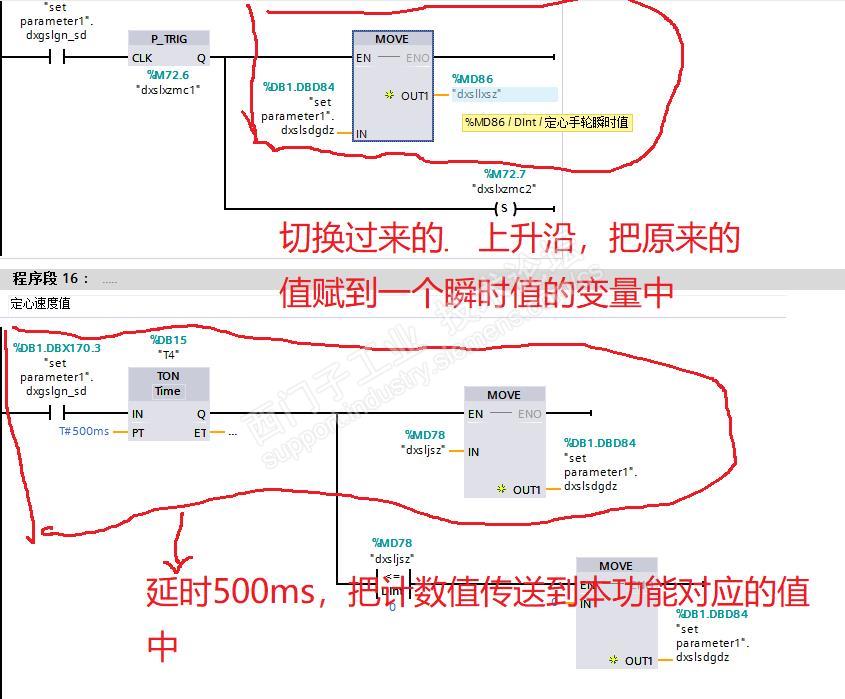
图7 赋新值程序

图8 赋完新值后,计数按照赋进来的新值开始计数
5.说明:以定心速度为例。当定心速度供能切换过来时,首先把定心速度原来的值赋给瞬时值变量,然后把瞬时值变量赋给对应工艺对象的新计数值“Newcountvalue”,同时激活装载新计数值的执行功能SetCountValue,这时计数器的当前值已经变成了新赋值过来的值,延时300ms,本功能关掉,接下来时500ms的延时到,计数值按照当前值开始计数,因此屏幕上看到的数是从上次的值开始计数的,因为时间很短,并且正常操作时按下钮反映的时间也至少有500ms以上,因此在感觉上是一个无忧的切换。






