解决方案
通过贯彻基于IE*的作业分析实现“半自动化”。
实现手工组装与自动化的优化协作
*IE:工业工程(Industrial Engineering)
对生产现场的工序和作业进行科学地分析、评价,找出没有损失、浪费
根据作业分析进行自动化甄别
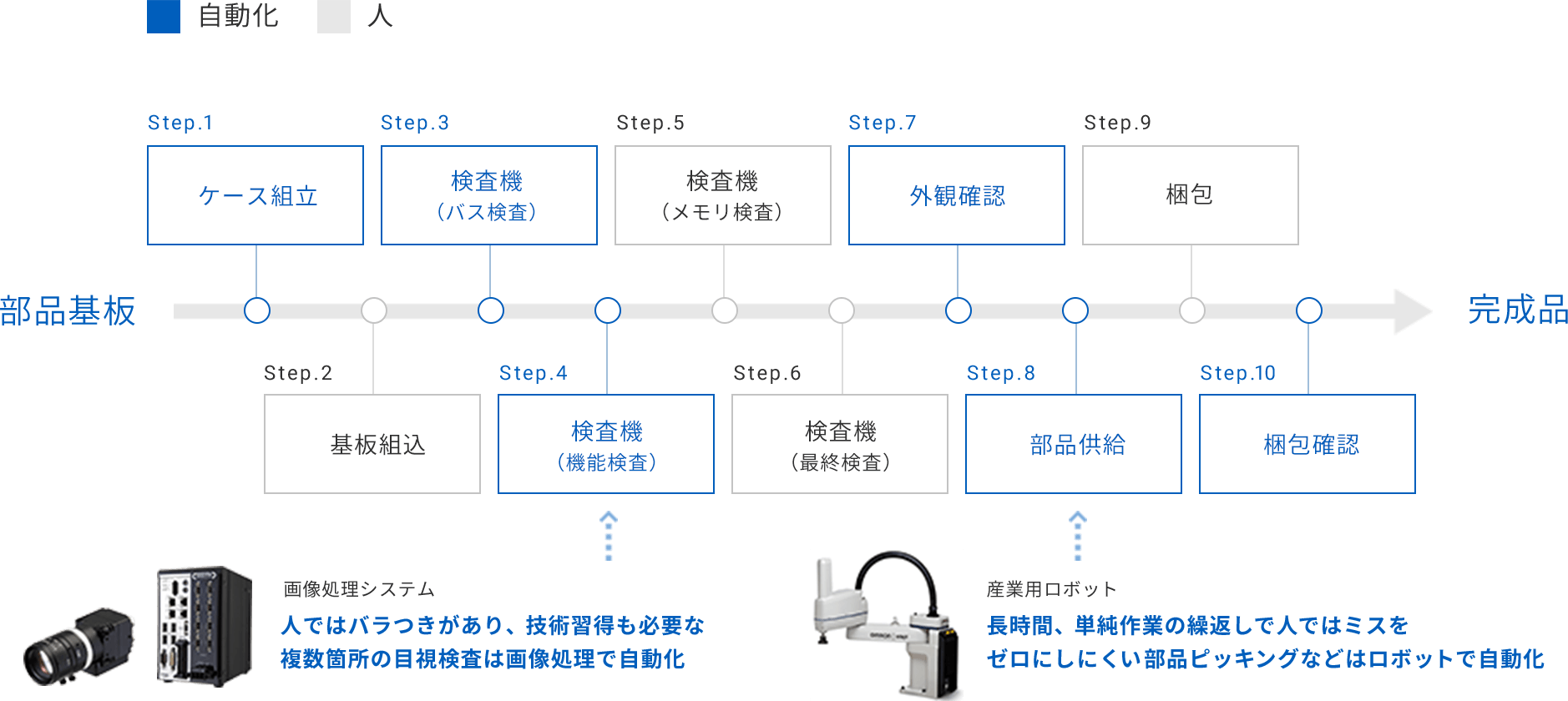
这次为了甄别出生产线上应当自动化的工序,采用的方式是从以下观点出发,对人员的作业内容*进行分析。
- ・对于人工操作简单,但机械不擅长的工序,不勉强进行自动化(对需要窍门、感觉的作业进行自动化会导致设备投资高涨)
- ・机械为人的动作和作业提供支持,实现高品质(简单重复、姿势辛苦、容易发生遗漏的多点比对检查等)
通过进行作业分析,总共10个工序中,6个工序成为了自动化的对象。
其中,“部件供应”和“功能检查”两个工序的自动化投资效果尤其显著。
因此,这次并没有拘泥于全部自动化,而是结合经济等方面,选择了人与机械优化协作的“半自动化”。
杜绝次品的自动化
部件供应
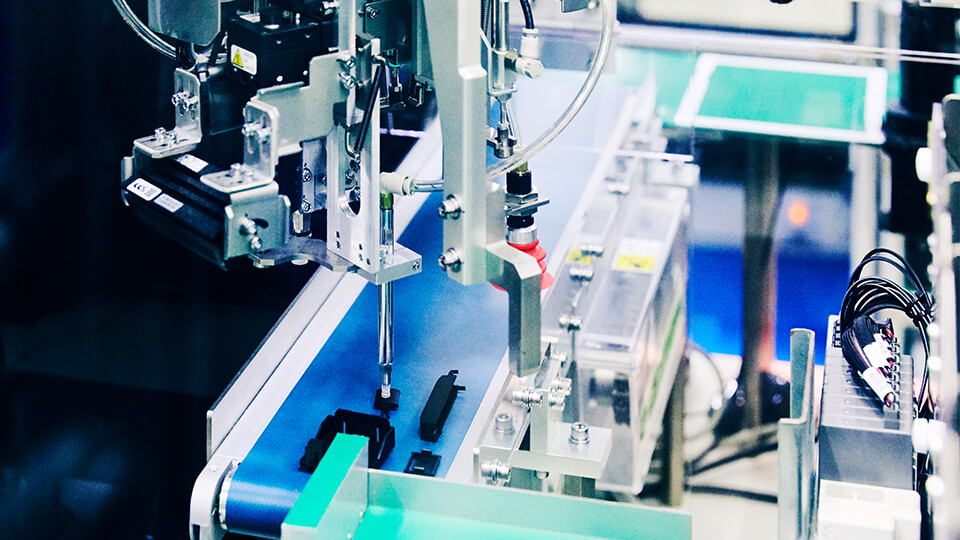
通过机器人实现自动化,杜绝多品种少量生产中因频繁切换生产品类而发生的部件拣选错误风险。机器人按照生产品类,准确拣选需要的部件、附件。经摄像头检查后,通过传送带供应给作业人员。透明亚克力墙隔开了作业人员和机器人,
功能检查
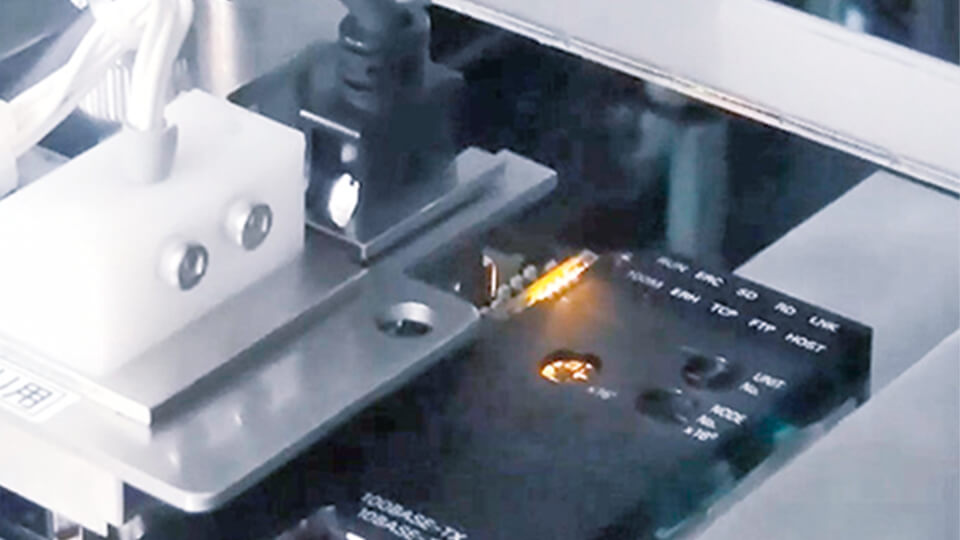
使需要熟练掌握技术的检查工序实现了自动化。原本需要作业人员目视检查的LED亮灯状态和颜色确认改由图像识别装置进行检查。检查过程中的开关切换确认也实现自动化,达到了品质稳定。
外壳组装

在作业人员设置部件的工序中,根据生产品类自动调整夹具的宽度。通过使错误部件无法设置,对作业提供支持。
终检查

所有检查机械的夹具上都设置了光电传感器。用于确认产品的到位情况,检测何时通过了何地,防止忘记或超前检查。
成果
以全自动化1/10的成本,使作业总工时的50%实现自动化。
1台产品的组装时间减半,生产效率提高到200%
以全部自动化1/10的成本,使占到作业总工时50%的6个工序实现了自动化。作为自动化的一个例子,组装工序中1台产品的组装时间从5分钟缩短到2.5分钟,减少了一半。而且还借助机械化的效果,减少了制造不良。使生产效率提高到了采取措施之前的200%以上。

缩短组装时间
例:组装工序中1台的组装时间5分钟→2.5分钟
(本公司调查结果,与以往相比)
无需熟练作业
对混流生产的多品种少量产品进行多点目视检查等需要熟练掌握的作业实现自动化

减少制造不良
通过作业的自动化减少人为
误判和作业错误
3条手工组装混流单元生产线通过“半自动化”整合为1条
在过去,3条手工组装单元生产线要分工组装共计45个以上品类的产品。但采用这种方法时,受到需求变化的影响,有的生产线1天只能运转2~3个小时左右。需要改善设备利用率和空间效率。为此而采取的措施,是从根本上对工序编排、作业工时进行调整,通过实现人与机械的优化协作,整合为在1条生产线上灵活高效地生产45个以上品类的“半自动化”混流单元生产线。通过整合生产线,提高了组装所需要的人员和空间效率。
负责人心声

欧姆龙株式会社 工业自动化业务分公司
产品事业本部 草津工厂
生产管理部 生产技术课 齐藤
聪(左) 臼井 秀树(右)






