


品牌
经销商厂商性质
上海市所在地
SOMMER 备件 PG06010
SOMMER 导向套 CLAG00223
SOMMER 密封 COR0220250
SOMMER 气缸 GH6260B DC039961.00AC
SOMMER 附件 GK36NC-B BA33177AD
SOMMER 备件 SB 50-180-B
SOMMER 备件 GT12-B
SOMMER 备件 WER04FF18
SOMMER 备件 KB 6.5
SOMMER 备件 GP45S-B
SOMMER 气缸 SW50D4-C
SOMMER 密封 CMAG066
SOMMER 备件 MFS103SKHC
SOMMER 平行卡爪 GP608SC
SOMMER 备件 GP-110
SOMMER 备件 ZUB0015
SOMMER 备件 Li30-30 IH/03927
SOMMER 密封 CINA08120
SOMMER 气缸 GP408XS-C
SOMMER 备件 MFS103KHC
SOMMER 气缸 GK35N-B DB576JH 配4套密封
SOMMER 备件 VG1-8 A129112AD
SOMMER 旋转单元 SF50-180N-C AF80539AE
SOMMER 备件 SF195-90D8-C/01
SOMMER 备件 MFS303KHC30
SOMMER 备件 GP408S-C
SOMMER 链接件 HWR2050L
SOMMER 备件 WWR160F-B CF03734900AC
SOMMER 备件 SF195-90D8-C-01 + DSSF195-90D8-C
SOMMER 气缸 GH6460-B/13 BF246AJ
SOMMER 快松公头 WWR160F-B
SOMMER 备件 GG25NC
SOMMER 备件 GK25N-B
SOMMER 气缸 GD316NO-C
SOMMER 活塞密封 CDKPK00630
SOMMER 气缸 SF125-904D-C
SOMMER 备件 GP416NC-C + NJ8-E2S
SOMMER 机械爪手 SB150-G
SOMMER 气爪 MGD808N
SOMMER 气缸 GD306N-C DG5100BAD
SOMMER 两爪抓手 GHK6140带
SOMMER 旋转气缸 SF195-90N-C
SOMMER 齿轮 BZAN01030
SOMMER 密封 CINA12160
SOMMER TBT机械手控制阀 SF155-90N-C(AE039207001AC)
SOMMER 节流阀 DRV1/4*8
SOMMER 气缸 SF100-90N-C CJ026599/003A
SOMMER 备件 WER02FS04
SOMMER 电器件 OS-025
SOMMER 电器件 EOS-EH
SOMMER 备件 195-90D8-C 13469
SOMMER 备件 XYR1125
SOMMER 备件 SF40
SOMMER 夹紧单元 GH1188-2-0/09
SOMMER 备件 WER05LP-10
SOMMER 备件 WER05FP-10
SOMMER 旋转夹具 GH64100-B
SOMMER 壳体夹取气缸 Li30-90D
SOMMER 备件 SG6
SOMMER 备件 GD312N-C
SOMMER 气爪 ?GP408XSC-C jb021472001aa K-100338 00
SOMMER 备件 GP206N
SOMMER 杆密封 CDSPR00200
SOMMER 传感器 NJR04-E2SK
SOMMER 夹手气缸 GP608NC
SOMMER 夹爪缸 GP30
SOMMER 型圈 COR0220200
SOMMER 气接头 GV1/8X6
SOMMER 夹爪 GK40N-B
SOMMER 机械手控制阀 FSF155?90N-C(AE039207001AC)
SOMMER 液压阀 PRN150-180-B
SOMMER 备件 GH6280-B-10
SOMMER 备件 SM3 SOMMER
SOMMER 夹爪 SCH20-B
SOMMER 气缸 GS810-B
SOMMER 活塞 BKOL01320
SOMMER 固定螺母 DST15350
SOMMER 备件 是否为 DFG08960 请核实
SOMMER 保护罩 PR412-B
SOMMER 密封 COR0420150
SOMMER 夹爪缸 GP30-B
为减少噪声,必须对噪声源进行实际调查,测量分析液压系统的声压级,进行频率分析,从而掌握噪声源的大小及频率特性,采取相应办法,具体列举如下:
① 使用低噪声电机;并使用弹性联轴器,以减少该环节引起的振动和噪声;
② 在电动机,液压泵和液压阀的安装面上应设置防振胶垫;
③ 尽量用液压集成块代替管道,以减少振动;
④ 用蓄能器和橡胶软管减少由压力脉动引起的振动, 油缸简图蓄能器能吸收10 Hz以下的噪声,而高频噪声,用液压软管则十分有效;⑤ 用带有吸声材料的隔声罩,将液压泵罩上也能有效地降低噪声;
油缸简图蓄能器能吸收10 Hz以下的噪声,而高频噪声,用液压软管则十分有效;⑤ 用带有吸声材料的隔声罩,将液压泵罩上也能有效地降低噪声;
⑥ 系统中应设置放气装置。
液压件的表面要求及加工
缸筒作为油缸、矿用单体支柱、液压支架、炮管等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和可靠性。缸筒加工要求高,其内表面粗糙度要求为Ra0.4~0.8µm,对同轴度、耐磨性要求严格。缸筒的基本特征是深孔加工,其加工一直困扰加工人员。
采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高缸筒疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
液压阀作为液压系统的控制枢纽,运动频繁,对各组成部分器件的精度要求、密封性、可靠性都要求非常高,国外大部分企业都采用滚压来提高精度配合。
滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
无论用何种加工方法加工, 滚压原理在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,
滚压原理在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,
滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。 无切削加工技术安全、方便,能精确控制精度,几大优点:
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形消除,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
油缸是工程机械最主要部件,传统的加工方法是:拉削缸体--精镗缸体--磨削缸体。采用滚压方法 是:拉削缸体--精镗缸体--滚压缸体,更多技术可咨询:
工序是3部分,但时间上对比:磨削缸体1米大概在1-2天的时间,滚压缸体1米大概在10-30分钟的时间。投入对比:磨床或绗磨机(几万--几百万),滚压刀(1仟--几万)。液压设备的方式
滚压后,孔表面粗糙度由幢滚前Ra3.2~6.3µm减小为Ra0.4~0.8µm,孔的表面硬度提高约30%,缸筒内表面疲劳强度提高25%。油缸使用寿命若只考虑缸筒影响,提高2~3倍,镗削滚压工艺较磨削工艺效率提高3倍左右。以上数据说明,滚压工艺是高效的,能大大提高缸筒的表面质量。
油缸经过滚压后,表面没有锋利的微小刃口,长时间的运动摩擦也不会损伤密封圈或密封件,这点在液压行业特别重要。
在液压系统中,由于某种原因引起液体压力在某一瞬间突然急剧上升,而形成很高的压力峰值,这种现象称为液压冲击。
1、产生液压冲击的原因(1)阀门突然关闭引起液压冲击
如图2-20所示有一较大容腔(如液压缸、蓄能器等)和在另一端装有阀门K的管道相通。阀门开启时,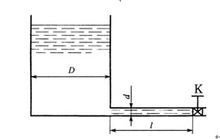 阀门突然关闭而产生液压冲击管内液体流动。当阀门突然关闭时,从阀门处开始迅速将液体动能逐层转化为压力能,相应产生一从阀门向容腔推进的高压冲击波;此后又从容腔开始将液体压力能逐层转化为动能,液体反向流动;然后,再次将液体动能转化为压力能而形成一高压冲击波,如此反复地进行能量转化,在管道内形成压力震荡。由于液体内摩擦力和管道弹性变形等的影响,振荡过程会逐渐衰渐而趋于稳定。
阀门突然关闭而产生液压冲击管内液体流动。当阀门突然关闭时,从阀门处开始迅速将液体动能逐层转化为压力能,相应产生一从阀门向容腔推进的高压冲击波;此后又从容腔开始将液体压力能逐层转化为动能,液体反向流动;然后,再次将液体动能转化为压力能而形成一高压冲击波,如此反复地进行能量转化,在管道内形成压力震荡。由于液体内摩擦力和管道弹性变形等的影响,振荡过程会逐渐衰渐而趋于稳定。
2)运动部件突然制动或换向时引起液压冲击
换向阀突然关闭液压缸的回油通道而使运动部件制动时,这一瞬间运动部件的动能会转化为封闭油液的压力能,压力急剧上升,出现液压冲击。
(3)某些液压元件动作失灵或不灵敏产生的液压冲击
当溢流阀在系统中做安全阀使用时,如果系统过载安全阀不能及时打开或根本打不开,也会导致系统管道压力急剧升高,产生液压冲击。
2、液压冲击的危害
(1)巨大的瞬时压力峰值使液压元件,尤其是液压密封件遭受破坏。
(2)系统产生强烈震动及噪声,并使油温升高。
(3)使压力控制元件(如压力继电器、顺序阀等)产生误动作,造成设备故障及事故。
3、减小液压冲击的措施
(1)延长阀门关闭和运动部件换向制动时间
当阀门关闭和运动部件换向制动时间大于0.3s时,液压冲击就大大减小。为控制液压冲击可采用换向时间可调的换向阀。如采用带阻尼的电液换向阀可通过调节阻尼以及控制通过先导阀的压力和流量来减缓主换向阀阀芯的换向(关闭)速度,液动换向阀也与此类似。
(2)限制管道内液体的流速和运动部件速度
机床液压系统,常常将管道内液体的流速限制在5.0m/s以下,运动部件速度一般小于10m/min等。
(3)适当加大管道内径或采用橡胶软管
可减小压力冲击波在管道中的传播速度,同时加大管道内径也可降低液体的流速,相应瞬时压力峰值也会减小。
(4)在液压冲击源附近设置蓄能器
使压力冲击波往复一次的时间短于阀门关闭时间,而减小液压冲击
液压技术的特性适合各种机械和设备的自动化、高性能、大容量、体积小、重量轻等方面的要求。所以虽然它是一门比较新的技术分支,但是在主动 力的传递机构、辅机的操作机构或作业自动化控制机构等方面广泛应用。
在液压系统中,如果某处压力低于油液工作温度下的空气分离压时,油液中的空气就会分离出来而形成大量气泡;当压力进一步降低到油液工作温度下的饱和蒸汽压力时,油液会迅速汽化而产生大量气泡。这些气泡混杂在油液中,产生空穴,使原来充满管道或液压元件中的油液成为不连续状态,这种现象一般称为空穴现象。
空穴现象一般发生在阀口和液压泵的进油口处。油液流过阀口的狭窄通道时,液流速度增大,压力大幅度下降,就可能出现空穴现象。液压泵的安装高度过高,吸油管道内径过小,吸油阻力太大,或液压泵转速过高,吸油不充足等,均可能产生空穴现象。
液压系统中出现空穴现象后,气泡随油液流到高压区时,在高压作用下气泡会迅速破裂,周围液体质点以高速来填补这一空穴,液体质点间高速碰撞而形成局部液压冲击,使局部的压力和温度均急剧升高,产生强烈的振动和噪声。
在气泡凝聚处附近的管壁和元件表面,因长期承受液压冲击及高温作用,以及油液中逸出气体的较强腐蚀作用,使管壁和元件表面金属颗粒被剥落,这种因空穴现象而产生的表面腐蚀称为气蚀。
为了防止产生空穴现象和气蚀,一般可采取下列措施:
1、减小流径小孔和间隙处的压力降,一般希望小孔和间隙前后的压力比p1/p2<3.5。
2、正确确定液压泵吸油管内径,对管内液体的流速加以限制,降低液压泵的吸油高度,尽量减小吸油管路中的压力损失,管接头良好密封,对于高压泵可采用辅助泵供油。
3、整个系统管路应尽可能直,避免急弯和局部窄缝等。
4、提高元件抗气蚀能力。
德国*SOMMER RBPS1000-02 德国*SOMMER RBPS1000-02



