
其他品牌 品牌
经销商厂商性质
上海市所在地

备品备件RUBBER DESIGN 减震器
面议备品备件0155026/00 集电器电缆
面议备品备件0,03X12,7X5000MM H+S
面议备品备件GEMU 600 25M17 88301392
面议备品备件WENGLOR 放大器301251104
面议备品备件GEMU 554 50D 1 9 51 1
面议备品备件BERNSTEIN SRF-2/1/1-E-H
面议备品备件N813.4ANE KNF
面议QY-1044.0013 泵 SPECK备品备件
面议NT 63-K-MS-M3/1120 备品备件
面议
VECTOR 备品备件CANAPE
面议
VECTOR VN1670 备品备件
面议MAHR 工件夹具正品4112704
MAHR 工件夹具正品4112704
机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具(qiǎ jǜ)。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具 。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求 ,加工前必须将工件装好(定位)、夹牢(夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置 、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
夹具种类按使用特点可分为:①万能通用夹具。如机用虎钳、卡盘、吸盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种 标准附件。②性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。常用的有车床夹具、铣床夹具、钻模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。③可调夹具。可以更换或调整元件的夹具。④组合夹具。由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
除虎钳、卡盘、分度头和回转工作台之类,还有一个更普遍的叫刀柄,一般说来,刀具夹具这个词同时出现时,大多这个夹具指的就是刀柄。
在车床上用来加工工件内、外回转面及端面的夹具称为车床夹具。车床夹具多数安装在主轴上,少数安装在床鞍或床身上。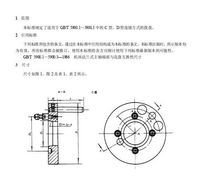
使用在测量机上,利用其模块化的支持和参考装置,完成对所测工件的柔性固定。该装置,能够进行自动编程,实现对工件的支撑,并可建立无限的工件配置参考点。*的软件,能够直接通过工件的几何数据,在几秒钟之内产生工件的装夹程序。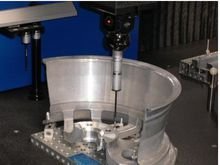
 均安装在[2] 工业机器人上,用于工业自动化设备中,是现代工业自动化设备的新进技术之一。主要与机器人的配合形式出现在现代工业生产中,常见的用法是机床上下料、工件拆码垛、焊接、研磨等自动化无人工厂中。
均安装在[2] 工业机器人上,用于工业自动化设备中,是现代工业自动化设备的新进技术之一。主要与机器人的配合形式出现在现代工业生产中,常见的用法是机床上下料、工件拆码垛、焊接、研磨等自动化无人工厂中。
均安装在铣床工作台上,随机床工作台作进给运动。主要由定位装置、夹紧装置、夹具体、连接元件、对刀元件组成。铣削加工时,切削力较大,又是断续切削,振动较大,因此铣床夹具的夹紧力要求较大,夹具刚度、强度要求都比较高。
为了保证轴承座的生产质量,提高轴承座的生产质量,除了使用机床等机械设备之外,还会使用大量的工艺装备,在这其中包括了轴承座夹具、模具、刀具以及相关辅助工具。
轴承座夹具是一种专门用于保证轴承座产品质量的生产工具,可以使得轴承座的生产工艺更加便捷。不同的轴承座夹具,根据其不同的结构与形式、工况、设计原则都会有所不同,因此轴承座夹具的种类与样式多种多样,无论是在数量还是在样式上都占有很大的比例。
这种轴承座夹具可以用来准确的确定加工工件与道具的相对位置,也就是可以将需要加工的工件进行加紧,这样就可以完成在工件加工的过程之中所需要进行的运动。由于轴承座夹具在轴承座生产过程之中起到了非常重要的作用,因此轴承座夹具设计图的绘制也非常重要。
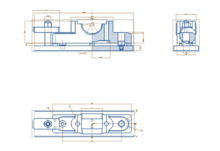
(1)将序4发动机衬管两件按照"撑杆焊接组合"图装配到序1撑杆上,并将其放置于夹具体上,由挡销、挡板将序1撑杆定位,由螺旋夹紧器夹紧序1撑杆;同时由插销将序4发动机衬管两件定位,由快撤式螺旋夹紧器件将其夹紧;
(2)点固焊后,松开快撤式螺旋夹紧器件,拔出插销,取下进行焊接;
(3)将焊件再放置于夹具体上,由挡销、挡板将焊件定位,由螺旋夹紧器夹紧焊件;之后将螺母M6和喇叭支座的组件放置焊件之上并由螺旋夹紧机构上的锥头销钉和螺旋夹紧机构的压板上的开的凹槽来定位由螺旋夹紧机构夹紧;
(4)对螺母M6和喇叭支座的组件与撑杆进行三面焊,然后松开所有螺旋夹紧器,夹紧螺母M6和喇叭支座的组件的螺旋夹紧机构的压板被弹簧弹起,其上的定位锥头销钉随之脱离焊件,然后将压板推出使一端脱离螺旋夹紧机构螺柱,将压板旋转到焊件一边,之后取出焊件。 光纤研磨夹具
光纤研磨夹具

(1)使用前对限位尺寸检查是否还保持正确位置;
(2)如果挡销磨损超差,可以进行打磨修复;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用;
(3)使用后需要涂防锈油。[1]
大多数焊接工装是为某种焊接组合件的装配焊接工艺而专门设计的,属于非标准装置,往往需要根据产品机构特点、生产条件和你实际需要自行设计制造。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一。对于汽车、摩托车和飞机等制造业,可以毫不夸张地说,没有焊接工装就没有产品。通过在工艺设计时,提出所需要的工装类型、结构草图和简要说明,在此基础上完成详细的结构和零件设计及全部图样。
工装[2] 设计的质量,对生产效率、加工成本、产品质量以及生产安全等有直接的影响,为此,设计焊接工装时必须考虑实用性、经济性、可靠性、艺术性等。
在机械设计和制造过程中,普遍存在尺寸链问题。在把零件组装成机器的过程中,也就是将零件上有关的尺寸进行组合和积累。由于零件尺寸存在制造误差,因此装配时也就会有误差的综合和积累。累积后形成的总误差将会影响机器的工作性能和质量。这就形成了零件的尺寸误差和综合误差之间的相互影响关系。设计工装夹具也不例外。合理地确定零件的尺寸公差和形位公差显得很重要。
通过本次课程设计,不仅增强了对焊接工艺装备专业性知识的系统化,而且将专业知识、设计能力和实践能力的有机的结合在一起。收获更深的应该是夯实并拓宽了设计工装夹具的思路以及对设计的思维原则性和灵活性的锻炼。
机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具(qiǎ jǜ)。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具 。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求 ,加工前必须将工件装好(定位)、夹牢(夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置 、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
夹具种类按使用特点可分为:①万能通用夹具。如机用虎钳、卡盘、吸盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种 标准附件。②性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。常用的有车床夹具、铣床夹具、钻模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。③可调夹具。可以更换或调整元件的夹具。④组合夹具。由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
除虎钳、卡盘、分度头和回转工作台之类,还有一个更普遍的叫刀柄,一般说来,刀具夹具这个词同时出现时,大多这个夹具指的就是刀柄。
在车床上用来加工工件内、外回转面及端面的夹具称为车床夹具。车床夹具多数安装在主轴上,少数安装在床鞍或床身上。
使用在测量机上,利用其模块化的支持和参考装置,完成对所测工件的柔性固定。该装置,能够进行自动编程,实现对工件的支撑,并可建立无限的工件配置参考点。*的软件,能够直接通过工件的几何数据,在几秒钟之内产生工件的装夹程序。
均安装在[2] 工业机器人上,用于工业自动化设备中,是现代工业自动化设备的新进技术之一。主要与机器人的配合形式出现在现代工业生产中,常见的用法是机床上下料、工件拆码垛、焊接、研磨等自动化无人工厂中。
均安装在铣床工作台上,随机床工作台作进给运动。主要由定位装置、夹紧装置、夹具体、连接元件、对刀元件组成。铣削加工时,切削力较大,又是断续切削,振动较大,因此铣床夹具的夹紧力要求较大,夹具刚度、强度要求都比较高。
为了保证轴承座的生产质量,提高轴承座的生产质量,除了使用机床等机械设备之外,还会使用大量的工艺装备,在这其中包括了轴承座夹具、模具、刀具以及相关辅助工具。
轴承座夹具是一种专门用于保证轴承座产品质量的生产工具,可以使得轴承座的生产工艺更加便捷。不同的轴承座夹具,根据其不同的结构与形式、工况、设计原则都会有所不同,因此轴承座夹具的种类与样式多种多样,无论是在数量还是在样式上都占有很大的比例。
这种轴承座夹具可以用来准确的确定加工工件与道具的相对位置,也就是可以将需要加工的工件进行加紧,这样就可以完成在工件加工的过程之中所需要进行的运动。由于轴承座夹具在轴承座生产过程之中起到了非常重要的作用,因此轴承座夹具设计图的绘制也非常重要。
(1)将序4发动机衬管两件按照"撑杆焊接组合"图装配到序1撑杆上,并将其放置于夹具体上,由挡销、挡板将序1撑杆定位,由螺旋夹紧器夹紧序1撑杆;同时由插销将序4发动机衬管两件定位,由快撤式螺旋夹紧器件将其夹紧;
(2)点固焊后,松开快撤式螺旋夹紧器件,拔出插销,取下进行焊接;
(3)将焊件再放置于夹具体上,由挡销、挡板将焊件定位,由螺旋夹紧器夹紧焊件;之后将螺母M6和喇叭支座的组件放置焊件之上并由螺旋夹紧机构上的锥头销钉和螺旋夹紧机构的压板上的开的凹槽来定位由螺旋夹紧机构夹紧;
(4)对螺母M6和喇叭支座的组件与撑杆进行三面焊,然后松开所有螺旋夹紧器,夹紧螺母M6和喇叭支座的组件的螺旋夹紧机构的压板被弹簧弹起,其上的定位锥头销钉随之脱离焊件,然后将压板推出使一端脱离螺旋夹紧机构螺柱,将压板旋转到焊件一边,之后取出焊件。光纤研磨夹具
(1)使用前对限位尺寸检查是否还保持正确位置;
(2)如果挡销磨损超差,可以进行打磨修复;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用;
(3)使用后需要涂防锈油。[1]
大多数焊接工装是为某种焊接组合件的装配焊接工艺而专门设计的,属于非标准装置,往往需要根据产品机构特点、生产条件和你实际需要自行设计制造。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一。对于汽车、摩托车和飞机等制造业,可以毫不夸张地说,没有焊接工装就没有产品。通过在工艺设计时,提出所需要的工装类型、结构草图和简要说明,在此基础上完成详细的结构和零件设计及全部图样。
工装[2] 设计的质量,对生产效率、加工成本、产品质量以及生产安全等有直接的影响,为此,设计焊接工装时必须考虑实用性、经济性、可靠性、艺术性等。
在机械设计和制造过程中,普遍存在尺寸链问题。在把零件组装成机器的过程中,也就是将零件上有关的尺寸进行组合和积累。由于零件尺寸存在制造误差,因此装配时也就会有误差的综合和积累。累积后形成的总误差将会影响机器的工作性能和质量。这就形成了零件的尺寸误差和综合误差之间的相互影响关系。设计工装夹具也不例外。合理地确定零件的尺寸公差和形位公差显得很重要。
通过本次课程设计,不仅增强了对焊接工艺装备专业性知识的系统化,而且将专业知识、设计能力和实践能力的有机的结合在一起。收获更深的应该是夯实并拓宽了设计工装夹具的思路以及对设计的思维原则性和灵活性的锻炼。机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具(qiǎ jǜ)。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具 。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求 ,加工前必须将工件装好(定位)、夹牢(夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置 、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
夹具种类按使用特点可分为:①万能通用夹具。如机用虎钳、卡盘、吸盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种 标准附件。②性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。常用的有车床夹具、铣床夹具、钻模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。③可调夹具。可以更换或调整元件的夹具。④组合夹具。由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
除虎钳、卡盘、分度头和回转工作台之类,还有一个更普遍的叫刀柄,一般说来,刀具夹具这个词同时出现时,大多这个夹具指的就是刀柄。
在车床上用来加工工件内、外回转面及端面的夹具称为车床夹具。车床夹具多数安装在主轴上,少数安装在床鞍或床身上。
使用在测量机上,利用其模块化的支持和参考装置,完成对所测工件的柔性固定。该装置,能够进行自动编程,实现对工件的支撑,并可建立无限的工件配置参考点。*的软件,能够直接通过工件的几何数据,在几秒钟之内产生工件的装夹程序。
均安装在[2] 工业机器人上,用于工业自动化设备中,是现代工业自动化设备的新进技术之一。主要与机器人的配合形式出现在现代工业生产中,常见的用法是机床上下料、工件拆码垛、焊接、研磨等自动化无人工厂中。
均安装在铣床工作台上,随机床工作台作进给运动。主要由定位装置、夹紧装置、夹具体、连接元件、对刀元件组成。铣削加工时,切削力较大,又是断续切削,振动较大,因此铣床夹具的夹紧力要求较大,夹具刚度、强度要求都比较高。
为了保证轴承座的生产质量,提高轴承座的生产质量,除了使用机床等机械设备之外,还会使用大量的工艺装备,在这其中包括了轴承座夹具、模具、刀具以及相关辅助工具。
轴承座夹具是一种专门用于保证轴承座产品质量的生产工具,可以使得轴承座的生产工艺更加便捷。不同的轴承座夹具,根据其不同的结构与形式、工况、设计原则都会有所不同,因此轴承座夹具的种类与样式多种多样,无论是在数量还是在样式上都占有很大的比例。
这种轴承座夹具可以用来准确的确定加工工件与道具的相对位置,也就是可以将需要加工的工件进行加紧,这样就可以完成在工件加工的过程之中所需要进行的运动。由于轴承座夹具在轴承座生产过程之中起到了非常重要的作用,因此轴承座夹具设计图的绘制也非常重要。
(1)将序4发动机衬管两件按照"撑杆焊接组合"图装配到序1撑杆上,并将其放置于夹具体上,由挡销、挡板将序1撑杆定位,由螺旋夹紧器夹紧序1撑杆;同时由插销将序4发动机衬管两件定位,由快撤式螺旋夹紧器件将其夹紧;
(2)点固焊后,松开快撤式螺旋夹紧器件,拔出插销,取下进行焊接;
(3)将焊件再放置于夹具体上,由挡销、挡板将焊件定位,由螺旋夹紧器夹紧焊件;之后将螺母M6和喇叭支座的组件放置焊件之上并由螺旋夹紧机构上的锥头销钉和螺旋夹紧机构的压板上的开的凹槽来定位由螺旋夹紧机构夹紧;
(4)对螺母M6和喇叭支座的组件与撑杆进行三面焊,然后松开所有螺旋夹紧器,夹紧螺母M6和喇叭支座的组件的螺旋夹紧机构的压板被弹簧弹起,其上的定位锥头销钉随之脱离焊件,然后将压板推出使一端脱离螺旋夹紧机构螺柱,将压板旋转到焊件一边,之后取出焊件。光纤研磨夹具
(1)使用前对限位尺寸检查是否还保持正确位置;
(2)如果挡销磨损超差,可以进行打磨修复;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用;
(3)使用后需要涂防锈油。[1]
大多数焊接工装是为某种焊接组合件的装配焊接工艺而专门设计的,属于非标准装置,往往需要根据产品机构特点、生产条件和你实际需要自行设计制造。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一。对于汽车、摩托车和飞机等制造业,可以毫不夸张地说,没有焊接工装就没有产品。通过在工艺设计时,提出所需要的工装类型、结构草图和简要说明,在此基础上完成详细的结构和零件设计及全部图样。
工装[2] 设计的质量,对生产效率、加工成本、产品质量以及生产安全等有直接的影响,为此,设计焊接工装时必须考虑实用性、经济性、可靠性、艺术性等。
在机械设计和制造过程中,普遍存在尺寸链问题。在把零件组装成机器的过程中,也就是将零件上有关的尺寸进行组合和积累。由于零件尺寸存在制造误差,因此装配时也就会有误差的综合和积累。累积后形成的总误差将会影响机器的工作性能和质量。这就形成了零件的尺寸误差和综合误差之间的相互影响关系。设计工装夹具也不例外。合理地确定零件的尺寸公差和形位公差显得很重要。
通过本次课程设计,不仅增强了对焊接工艺装备专业性知识的系统化,而且将专业知识、设计能力和实践能力的有机的结合在一起。收获更深的应该是夯实并拓宽了设计工装夹具的思路以及对设计的思维原则性和灵活性的锻炼。
机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具(qiǎ jǜ)。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具 。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求 ,加工前必须将工件装好(定位)、夹牢(夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置 、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
夹具种类按使用特点可分为:①万能通用夹具。如机用虎钳、卡盘、吸盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种 标准附件。②性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。常用的有车床夹具、铣床夹具、钻模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。③可调夹具。可以更换或调整元件的夹具。④组合夹具。由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
除虎钳、卡盘、分度头和回转工作台之类,还有一个更普遍的叫刀柄,一般说来,刀具夹具这个词同时出现时,大多这个夹具指的就是刀柄。
在车床上用来加工工件内、外回转面及端面的夹具称为车床夹具。车床夹具多数安装在主轴上,少数安装在床鞍或床身上。
使用在测量机上,利用其模块化的支持和参考装置,完成对所测工件的柔性固定。该装置,能够进行自动编程,实现对工件的支撑,并可建立无限的工件配置参考点。*的软件,能够直接通过工件的几何数据,在几秒钟之内产生工件的装夹程序。
均安装在[2] 工业机器人上,用于工业自动化设备中,是现代工业自动化设备的新进技术之一。主要与机器人的配合形式出现在现代工业生产中,常见的用法是机床上下料、工件拆码垛、焊接、研磨等自动化无人工厂中。
均安装在铣床工作台上,随机床工作台作进给运动。主要由定位装置、夹紧装置、夹具体、连接元件、对刀元件组成。铣削加工时,切削力较大,又是断续切削,振动较大,因此铣床夹具的夹紧力要求较大,夹具刚度、强度要求都比较高。
为了保证轴承座的生产质量,提高轴承座的生产质量,除了使用机床等机械设备之外,还会使用大量的工艺装备,在这其中包括了轴承座夹具、模具、刀具以及相关辅助工具。
轴承座夹具是一种专门用于保证轴承座产品质量的生产工具,可以使得轴承座的生产工艺更加便捷。不同的轴承座夹具,根据其不同的结构与形式、工况、设计原则都会有所不同,因此轴承座夹具的种类与样式多种多样,无论是在数量还是在样式上都占有很大的比例。
这种轴承座夹具可以用来准确的确定加工工件与道具的相对位置,也就是可以将需要加工的工件进行加紧,这样就可以完成在工件加工的过程之中所需要进行的运动。由于轴承座夹具在轴承座生产过程之中起到了非常重要的作用,因此轴承座夹具设计图的绘制也非常重要。
(1)将序4发动机衬管两件按照"撑杆焊接组合"图装配到序1撑杆上,并将其放置于夹具体上,由挡销、挡板将序1撑杆定位,由螺旋夹紧器夹紧序1撑杆;同时由插销将序4发动机衬管两件定位,由快撤式螺旋夹紧器件将其夹紧;
(2)点固焊后,松开快撤式螺旋夹紧器件,拔出插销,取下进行焊接;
(3)将焊件再放置于夹具体上,由挡销、挡板将焊件定位,由螺旋夹紧器夹紧焊件;之后将螺母M6和喇叭支座的组件放置焊件之上并由螺旋夹紧机构上的锥头销钉和螺旋夹紧机构的压板上的开的凹槽来定位由螺旋夹紧机构夹紧;
(4)对螺母M6和喇叭支座的组件与撑杆进行三面焊,然后松开所有螺旋夹紧器,夹紧螺母M6和喇叭支座的组件的螺旋夹紧机构的压板被弹簧弹起,其上的定位锥头销钉随之脱离焊件,然后将压板推出使一端脱离螺旋夹紧机构螺柱,将压板旋转到焊件一边,之后取出焊件。光纤研磨夹具
(1)使用前对限位尺寸检查是否还保持正确位置;
(2)如果挡销磨损超差,可以进行打磨修复;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用;
(3)使用后需要涂防锈油。[1]
大多数焊接工装是为某种焊接组合件的装配焊接工艺而专门设计的,属于非标准装置,往往需要根据产品机构特点、生产条件和你实际需要自行设计制造。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一。对于汽车、摩托车和飞机等制造业,可以毫不夸张地说,没有焊接工装就没有产品。通过在工艺设计时,提出所需要的工装类型、结构草图和简要说明,在此基础上完成详细的结构和零件设计及全部图样。
工装[2] 设计的质量,对生产效率、加工成本、产品质量以及生产安全等有直接的影响,为此,设计焊接工装时必须考虑实用性、经济性、可靠性、艺术性等。
在机械设计和制造过程中,普遍存在尺寸链问题。在把零件组装成机器的过程中,也就是将零件上有关的尺寸进行组合和积累。由于零件尺寸存在制造误差,因此装配时也就会有误差的综合和积累。累积后形成的总误差将会影响机器的工作性能和质量。这就形成了零件的尺寸误差和综合误差之间的相互影响关系。设计工装夹具也不例外。合理地确定零件的尺寸公差和形位公差显得很重要。
通过本次课程设计,不仅增强了对焊接工艺装备专业性知识的系统化,而且将专业知识、设计能力和实践能力的有机的结合在一起。收获更深的应该是夯实并拓宽了设计工装夹具的思路以及对设计的思维原则性和灵活性的锻炼。
| 德国马尔Mahr | 5324020 | 工件夹具 |
| Mahr GmbH-Esslingen | 4112704 | 工件夹具 |
| Mahr GmbH-Esslingen | Nr:5001062 | 机床零件 |
| Mahr粗糙度仪 | 5400221 | 机床零件 |
| Mahr GmbH(马尔公司) | 6851534 | 机床零件 |
| Mahr GmbH-Esslingen | 4175912K | 机床零件 |
| Mahr工件夹具 | 4173052 | 机床零件 |
| Mahr GmbH-Esslingen | 4151761 | 机床零件 |
| Mahr粗糙度仪 | 4174008 | 机床零件 |
| Mahr粗糙度仪 | 9043000 | 机床零件 |
| Mahr粗糙度仪 | 4337062 | 机床零件 |
| Mahr GmbH(马尔公司) | N 553/10/15/58 (5009064) | 机床零件 |
| Mahr GmbH(马尔公司) | Nr.5009072-40-14 | 机床零件 |
| Mahr GmbH-Esslingen | Nr:5010016 | 机床零件 |
| Mahr GmbH(马尔公司) | N400/16/180 (5010047) | 机床零件 |
| Mahr GmbH(马尔公司) | 5001019 | 机床零件 |
| Mahr GmbH(马尔公司) | 4102404 | 机床零件 |
| Mahr工件夹具 | 4173003 | 机床零件 |
| 德国马尔Mahr | 5010016 | 机床零件 |
| Mahr GmbH(马尔公司) | 4495389 | 机床零件 |
| Mahr GmbH(马尔公司) | MARSURF PS1/C9102109 | 机床零件 |
| 德国马尔Mahr | 426G/0.175MM | 机床零件 |
| Mahr GmbH(马尔公司) | BESL-NR. 5009097 | 机床零件 |
| Mahr工件夹具 | I130814047065 | 机床零件 |
| Mahr GmbH(马尔公司) | Nr:5001062 | 机床零件 |
| Mahr GmbH-Esslingen | 4173052 | 机床零件 |
| Mahr粗糙度仪 | 4174012 | 机床零件 |
| Mahr GmbH(马尔公司) | 6852408 | 机床零件 |
| Mahr工件夹具 | P2004-MA,ID.NR.5323020 | 机床零件 |
| Mahr GmbH-Esslingen | 4175920K | 安全离合器 |
| Mahr GmbH(马尔公司) | BESL-NR. 50110154 (N 400 / 40 / 300) | 测针 |
| Mahr GmbH(马尔公司) | P2004M 5323010 11110982 | 机床零件 |
| Mahr GmbH(马尔公司) | 6850289 | 机床零件 |
| Mahr GmbH | 4174001 | 机床零件 |
| Mahr GmbH(马尔公司) | 5001063 (N 501 / 40 / 48 / 150) | 机床零件 |
| Mahr GmbH-Esslingen | N 501/40/48/125 (5001062) | 机床零件 |
| Mahr GmbH(马尔公司) | 5001062 | 机床零件 |
| Mahr GmbH(马尔公司) | 9043000 by MAHR | 机床零件 |
| Mahr GmbH(马尔公司) | 5010156 | 机床零件 |
| 德国马尔Mahr | 5313000 | 机床零件 |
| Mahr GmbH(马尔公司) | BESL-NR. 5010047 | 机床零件 |
| Mahr GmbH-Esslingen | 4174012 | 机床零件 |
| Mahr GmbH(马尔公司) | 5313000 | 轴套 |
| Mahr GmbH-Esslingen | 4174002 | 探针 |
| Mahr GmbH-Esslingen | Nr.5009072-40-14 | 机床零件 |
| Mahr GmbH | 7033614 | 机床零件 |
| Mahr粗糙度仪 | 4337062 | 机床零件 |
| Mahr GmbH(马尔公司) | N553/16/22/65(5009085) | 机床零件 |
| Mahr GmbH(马尔公司) | 5001063(N501/40/48/150) | 机床零件 |
| Mahr GmbH-Esslingen | 4134506K | 机床零件 |
| Mahr GmbH(马尔公司) | N 400/40/400 (5010156) | 机床零件 |
| Mahr工件夹具 | 6710629 | 机床零件 |
| Mahr工件夹具 | P2004-MA,ID.NR.5323020 | 机床零件 |
| 德国马尔Mahr | 426G/0.35MM | 机床零件 |
| Mahr粗糙度仪 | 7023569 | 机床零件 |
| Mahr GmbH(马尔公司) | N 400/10/100 (5001016) | 机床零件 |
| Mahr GmbH-Esslingen | 4862931 4.8V 7000mAh 测高仪 | 机床零件 |
| Mahr GmbH-Esslingen | 4175900K | 机床零件 |
| Mahr GmbH-Esslingen | 4174001 | 机床零件 |
| Mahr GmbH-Esslingen | 4127352K | 机器零件 |
| 德国马尔Mahr | 4340005 | 机器零件 |
| Mahr GmbH(马尔公司) | 5009072 | 机器零件 |
| Mahr GmbH-Esslingen | 4175103K | 机床零件 |
| Mahr GmbH-Esslingen | 4174008 | 机床零件 |
| Mahr | P2004-MA,ID.NR.5323020 | 机床零件 |
| Mahr GmbH(马尔公司) | NR-1181 | 机床零件 |
| Mahr GmbH-Esslingen | 4151601K | 机床零件 |
| Mahr GmbH(马尔公司) | Nr:5009119 | 机床零件 |
| Mahr工件夹具 | 5355145 | 机床零件 |
| Mahr GmbH-Esslingen | 4151706 | 机床零件 |
| Mahr GmbH-Esslingen | 3015920 | 机床零件 |
| Mahr GmbH(马尔公司) | 106 UF 4214051 | 机床零件 |
| Mahr粗糙度仪 | 6851534 | 机床零件 |
| Mahr GmbH-Esslingen | Nr:5009085 | 机床零件 |
| Mahr GmbH-Esslingen | 4175104K | 机床零件 |
| Mahr GmbH-Esslingen | N553/16/22/97 (5009086) | 机床零件 |
| Mahr GmbH(马尔公司) | 426G/0.15MM | 机床零件 |
| Mahr GmbH-Esslingen | 4134930K | 机床零件 |
| Mahr GmbH-Esslingen | 4173055 | 机床零件 |
| Mahr工件夹具 | 5001029 | 机床零件 |
| Mahr GmbH(马尔公司) | TB111027_1 1/2 | 机床零件 |
| Mahr GmbH-Esslingen | 4134003K | 机床零件 |
| Mahr GmbH(马尔公司) | No.5010229 | 机床零件 |
| Mahr GmbH-Esslingen | 4127350K | 机床零件 |
| Mahr GmbH-Esslingen | 3015917 | 机床零件 |
| Mahr GmbH(马尔公司) | PRN-10 ID.-Nr.:6820420 | 机床零件 |
| Mahr GmbH-Esslingen | N501/16/22/48(5001027) | 机床零件 |
| Mahr GmbH(马尔公司) | 6852404/20062 | 机床零件 |
| Mahr GmbH(马尔公司) | BESL-NR. 5002091 (N 550 / 40 / 48 / 172) | 机床零件 |
| Mahr GmbH-Esslingen | 6851854 (ersetzt durch 6851854) | 机床零件 |
| Mahr GmbH-Esslingen | 4112713 | 机床零件(测针) |
| Mahr GmbH-Esslingen | 4163003 | 机床零件(测针) |
| Mahr GmbH-Esslingen | N553/16/22/97 (5009086) | 机床零件 |
| Mahr GmbH(马尔公司) | N400 12-100 5010022 | 机床零件 |
| Mahr GmbH-Esslingen | N400/16/125(5010044) | 机床零件 |
| Mahr GmbH-Esslingen | 150 4103000 | 机床零件 |
| Mahr GmbH(马尔公司) | 6851854 90/2um | 机床零件 |
| Mahr GmbH-Esslingen | 4173000 | 机床零件 |
| 德国马尔Mahr | 5010156 | 机床零件 |
| Mahr GmbH-Esslingen | 4131002K | 机床零件 |
| Mahr GmbH-Esslingen | 4103061K | 机床零件 |
| Mahr GmbH-Esslingen | 4175518K | 机床零件 |
| 德国马尔Mahr | BESL-NR. 50110154 (N 400 / 40 | 机床零件 |
| Mahr工件夹具 | 4337062 | 机床零件 |
| Mahr GmbH-Esslingen | 4151721 | 机床零件 |
| Mahr GmbH-Esslingen | 4175905K | 机床零件 |
| Mahr GmbH-Esslingen | Nr.5010044 | 机床零件 |
| Mahr GmbH(马尔公司) | BESL-NR. 5001037 | 机床零件 |
| Mahr GmbH-Esslingen | Nr:5010016 | 机床零件 |
| Mahr GmbH(马尔公司) | 5355145 | 机床零件 |
| Mahr GmbH(马尔公司) | N501/50/60/90 (5001070) | 机床零件 |
| Mahr GmbH(马尔公司) | 5001028 | 机床零件 |
| Mahr GmbH(马尔公司) | 2/490.525.0/25/60 40-100NM | 机床零件 |
| Mahr GmbH-Esslingen | 4112302 | 机床零件 |
| Mahr GmbH(马尔公司) | 5009119 | 机床零件 |
| Mahr GmbH(马尔公司) | N501/20/26/28 5001093 | 机床零件 |
| Mahr工件夹具 | 7023569 | 机床零件 |
| Mahr GmbH(马尔公司) | 4495561 | 机床零件 |
| Mahr GmbH(马尔公司) | 6852403/20068 | 机床零件 |
| Mahr GmbH-Esslingen | 4134902K | 机床零件 |
| Mahr GmbH-Esslingen | 4102621K | 机床零件 |
| Mahr GmbH(马尔公司) | 4163003 | 机床零件 |
| Mahr GmbH(马尔公司) | Nr:5001062 | 机床零件 |
| Mahr GmbH(马尔公司) | 4174000 | 机床零件 |
| Mahr GmbH(马尔公司) | Nr:5001062 | 机床零件 |
| Mahr GmbH(马尔公司) | Nr:5010156 | 机床零件 |
| Mahr GmbH-Esslingen | Nr.5001061 | 机床零件 |
| Mahr GmbH-Esslingen | 4154030K | 机床零件 |
| 德国马尔Mahr | 5009087 17/46 | 机床零件 |
| Mahr GmbH(马尔公司) | N501/16/22/48(5001027) | 机床零件(轴承支架) |
| Mahr GmbH-Esslingen | 4175902K | 机床零件(轴承支架) |
| MAHR感应传感器 | 5009040 | 机床零件(轴承支架) |
| Mahr GmbH(马尔公司) | 4173056 | 机床零件(滚针轴承) |
| Mahr工件夹具 | 6710629 | 机床零件(轴套) |
| Mahr GmbH | 3017602 | 机床零件(滚针轴承) |
| Mahr GmbH(马尔公司) | 1332B 9029684Millipilot | 机床零件(轴套) |
| Mahr GmbH(马尔公司) | N501/50/60/77-NR.5001069-MAHR | 轴承 |
| Mahr GmbH-Esslingen | 4175935K | 变送器 |
| Mahr GmbH-Esslingen | N400/16/180 (5010047) | 变送器 |
| Mahr GmbH(马尔公司) | N400/20/125 (5010074) | 变送器 |
| Mahr GmbH-Esslingen | 4102601K | 变送器 |
| Mahr GmbH(马尔公司) | Nr:5001015 | 变送器 |
| Mahr GmbH(马尔公司) | Nr.5009072-40-14 | 变送器 |
| Mahr GmbH(马尔公司) | Nr:5009085 | 变送器 |
| MAHR感应传感器 | I130814047065 | 变送器 |
| 德国马尔Mahr | 5001028 | 变送器 |
| Mahr GmbH-Esslingen | 4175106K | 变送器 |
| Mahr GmbH-Esslingen | N400/12/100(5010022) | 变送器 |
| Mahr工件夹具 | 4511024 | 变送器 |
| Mahr GmbH-Esslingen | N550/50/60/80 (5002054) | 变送器 |
| Mahr GmbH-Esslingen | 4134504K | 变送器 |
| Mahr GmbH-Esslingen | 4175772K | |
| 德国马尔Mahr | 817CLM2D | |
| Mahr GmbH(马尔公司) | 5001029 | |
| Mahr GmbH-Esslingen | 300 4103071 | |
| Mahr工件夹具 | 4174007 | |
| Mahr GmbH-Esslingen | 4134950K | |
| Mahr GmbH(马尔公司) | 5-400.600.5/40/6885-1 (bore 40H7 dia/keyway in according w/DIN 6885-1) short supported hub | |
| Mahr GmbH-Esslingen | 4134509K | |
| Mahr GmbH(马尔公司) | N 501/40/48/125 (5001062) | |
| Mahr GmbH-Esslingen | 4102510 | |
| Mahr GmbH-Esslingen | 4102621 | |
| Mahr GmbH | 4173001 | |
| Mahr GmbH-Esslingen | 4175004K | |
| Mahr GmbH(马尔公司) | Digimar CX2 0-600MM 5320102 | |
| Mahr GmbH-Esslingen | 4137503K | |
| Mahr GmbH-Esslingen | 4151771 | |
| Mahr粗糙度仪 | 4173051 | |
| Mahr | 4102401 | |
| Mahr GmbH(马尔公司) | 6851855 (ersetzt durch 6851855) | |
| Mahr GmbH-Esslingen | Nr:5001062 | |
| Mahr GmbH-Esslingen | 4134907K | |
| Mahr GmbH-Esslingen | 4151709K | |
| Mahr GmbH-Esslingen | 4150201K | |
| Mahr GmbH-Esslingen | 4163001 | |
| Mahr GmbH-Esslingen | 6851526 | |
| Mahr GmbH(马尔公司) | 6111501 | |
| Mahr GmbH-Esslingen | 4175519K | |
| Mahr GmbH-Esslingen | 4170000K | |
| Mahr GmbH-Esslingen | 4150001K | |
| Mahr GmbH-Esslingen | 4100661K | |
| Mahr GmbH(马尔公司) | Nr:5010016 | |
| Mahr GmbH-Esslingen | Nr.5001019 | |
| Mahr GmbH(马尔公司) | Nr:5010016 | |
| Mahr GmbH(马尔公司) | 6850286 | |
| Mahr | P2004M | |
| 德国马尔Mahr | 4362001 | |
| Mahr工件夹具 | P2004M | |
| Mahr GmbH(马尔公司) | N500/24/30/30 Code : 5000006 | |
| Mahr GmbH(马尔公司) | 1334A 003342 9029578 with 5-pin plug | |
| Mahr GmbH(马尔公司) | N553/12/17/58(5009072) | |
| 德国马尔Mahr | BESL-NR. 5002091 (N 550 / 40 | |
| 德国马尔Mahr | 5001015 | |
| Mahr粗糙度仪 | 4173054 | |
| mahr | PS1/C9102109 | |
| Mahr GmbH-Esslingen | Nr:5009064 | |
| Mahr GmbH(马尔公司) | No.5000243 | |
| Mahr GmbH-Esslingen | N400/16/125(5010044) | |
| Mahr工件夹具 | 6850286 | |
| Mahr工件夹具 | 4102401 | |
| 德国马尔Mahr | 4360250 | |
| Mahr GmbH(马尔公司) | 6851526 | |
| Mahr GmbH-Esslingen | 4103002K | |
| 德国马尔Mahr | 5009064 | |
| Mahr工件夹具 | 4173002 | |
| Mahr粗糙度仪 | 4173003 | |
| Mahr GmbH(马尔公司) | N550 order no:5002082 | |
| Mahr工件夹具 | I130814047065 | |
| Mahr GmbH(马尔公司) | N501/20/26/28 5001093 | |
| Mahr GmbH(马尔公司) | PHT3-350 (300C Stylus) | |
| Mahr GmbH-Esslingen | 5001063 (N 501 / 40 / 48 / 150) | |
| Mahr GmbH(马尔公司) | 5009119 | |
| Mahr GmbH-Esslingen | 4102600K | |
| 德国马尔Mahr | 5010047 | |
| Mahr GmbH(马尔公司) | INDUCTIVE PROBE P2010A NO.5324020 | |
| Mahr GmbH(马尔公司) | UNBALANCE MOTOR/MVE 200/15,400V,50Hz | |
| Mahr GmbH-Esslingen | 4137504K | |
| 德国马尔Mahr | SE000158-000-00A01 AZ 0.05/ML | |
| Mahr工件夹具 | 6851523 | |
| Mahr GmbH-Esslingen | 4127202K | |
| Mahr GmbH(马尔公司) | 9027627 | |
| Mahr GmbH(马尔公司) | BESL-NR. 5009086 | |
| Mahr粗糙度仪 | 7029415 | |
| 德国马尔Mahr | 5010022 | |
| Mahr GmbH-Esslingen | 4134201K | |
| Mahr GmbH | 4173054 | |
| Mahr GmbH(马尔公司) | 5001062 | |
| Mahr GmbH-Esslingen | N553/16/22/97 (5009086) | |
| 德国马尔Mahr | 4502547 | |
| Mahr GmbH-Esslingen | 150 4103001 | |
| Mahr GmbH(马尔公司) | VZS 1 | |
| Mahr工件夹具 | H130814047066 | |
| Mahr粗糙度仪 | P2004M | |
| Mahr GmbH(马尔公司) | N400/12/100(5010022) | |
| Mahr GmbH-Esslingen | 4103064K | |
| Mahr GmbH(马尔公司) | No.4511000 | |
| Mahr GmbH-Esslingen | 4100400K | |
| Mahr GmbH(马尔公司) | Nr.5001019 | |
| Mahr GmbH-Esslingen | 4175921K | |
| Mahr GmbH(马尔公司) | N553/16/22/97 (5009086) | |
| Mahr GmbH(马尔公司) | N550 Nr.5002017 | |
| Mahr GmbH-Esslingen | 4159944 | |
| MAHR感应传感器 | No.4511000 | |
| Mahr GmbH(马尔公司) | 1301 Order No. 5313010 inductive probes | |
| Mahr粗糙度仪 | 5001029 | |
| Mahr GmbH-Esslingen | 2000F ,Order-No.4102309,Serial-No.20401300 | |
| 德国马尔Mahr | 16EX | |
| Mahr GmbH-Esslingen | 4130099 | |
| Mahr GmbH-Esslingen | N 501/10/15/40 (5001015) | |
| Mahr GmbH(马尔公司) | 4173053 | |
| Mahr工件夹具 | 4174000 | |
| Mahr GmbH-Esslingen | N 501/40/48/125 (5001062) | |
| Mahr GmbH-Esslingen | 4127352 | |
| Mahr GmbH-Esslingen | N553/20/26/71 (5009097) | |
| Mahr GmbH(马尔公司) | SA115ME090001 Z1-36-02 05111895 941W | |
| Mahr GmbH(马尔公司) | N501/12/17/40(5001019) | |
| Mahr GmbH(马尔公司) | PROBE P2004M | |
| Mahr GmbH(马尔公司) | 6851854 (ersetzt durch 6851854) | |
| Mahr GmbH-Esslingen | 4175904K | |
| MAHR | 5009040 | |
| Mahr GmbH-Esslingen | 4127202 | |
| Mahr GmbH-Esslingen | Nr.5010044 | |
| Mahr GmbH-Esslingen | 4103067K | |
| Mahr GmbH-Esslingen | N553/20/26/71 (5009097) | |
| Mahr GmbH-Esslingen | 4159405 | |
| Mahr GmbH(马尔公司) | P2004-MA,ID.NR.5323020 | |
| Mahr GmbH-Esslingen | 4134903K | |
| Mahr GmbH(马尔公司) | Nr.5001019 | |
| Mahr GmbH-Esslingen | 4150901K | |
| Mahr GmbH-Esslingen | 4882022 | |
| Mahr GmbH(马尔公司) | N553/12/17/58(5009072) | |
| Mahr工件夹具 | S130814047067 | |
| Mahr GmbH-Esslingen | 150 4103066 | |
| Mahr GmbH-Esslingen | 4151777 | |
| Mahr工件夹具 | 4174012 | |
| 德国马尔Mahr | 5010156 | |
| Mahr GmbH(马尔公司) | 5355145 | |
| Mahr GmbH(马尔公司) | 6851534 | |
| Mahr GmbH-Esslingen | N 400/10/100 (5001016) | |
| Mahr GmbH(马尔公司) | 4173000 | |
| Mahr GmbH-Esslingen | Nr:5009064 | |
| 德国马尔Mahr | 4360210 | |
| Mahr GmbH-Esslingen | 300 4103070 | |
| Mahr GmbH-Esslingen | 4151706K | |
| Mahr GmbH(马尔公司) | 6851856 | |
| Mahr粗糙度仪 | H130814047066 | |
| 德国马尔Mahr | 2003110 | |
| Mahr工件夹具 | 4511026 | |
| Mahr GmbH(马尔公司) | 6851805 | |
| Mahr GmbH(马尔公司) | 4173055 | |
| Mahr GmbH(马尔公司) | 5UM (300C Stylus) | |
| Mahr GmbH-Esslingen | 4170001K | |
| Mahr GmbH-Esslingen | Nr:5009064 | |
| Mahr工件夹具 | 4511026 | |
| Mahr GmbH(马尔公司) | 4102402 | |
| Mahr GmbH(马尔公司) | PCV TASTARM 175-M/8; 6851527 | |
| Mahr GmbH(马尔公司) | Nr.5001019 | |
| Mahr GmbH | 4173000 | |
| 德国马尔Mahr | 4800114 | |
| Mahr GmbH-Esslingen | 4151707 | |
| Mahr GmbH-Esslingen | 4174009 | |
| Mahr GmbH(马尔公司) | 4173052 | |
| Mahr GmbH-Esslingen | 4175671K | |
| Mahr GmbH-Esslingen | Nr.5010044 | |
| Mahr GmbH-Esslingen | 4103063K | |
| Mahr GmbH(马尔公司) | Nr.5010022 | |
| Mahr GmbH(马尔公司) | 5001062 | |
| 德国马尔Mahr | 5001062 | |
| Mahr GmbH(马尔公司) | Nr.5001019 | |
| Mahr GmbH-Esslingen | 3015925 | |
| Mahr GmbH-Esslingen | 4134931K | |
| Mahr GmbH(马尔公司) | BESL-NR.5001063 (N 501 / 40 / 48 / 150) | |
| Mahr GmbH-Esslingen | 4100402K | |
| Mahr工件夹具 | S130814047067 | |
| Mahr工件夹具 | 7029415 | |
| Mahr GmbH | 4174009 | |
| Mahr GmbH(马尔公司) | N400/12/100(5010022) | |
| Mahr GmbH-Esslingen | 4154000K | |
| Mahr GmbH(马尔公司) | 426G/0.22MM | |
| Mahr GmbH | 6820601 | |
| Mahr GmbH-Esslingen | 4127350 | |
| 德国马尔Mahr | 4482674 | |
| Mahr GmbH-Esslingen | 4103065K | |
| 德国马尔Mahr | BESL-NR.5001063 (N 501 / 40 / | |
| 德国马尔Mahr | 5009119 | |
| Mahr GmbH(马尔公司) | BESL-NR.5001063 (N 501 / 40 / 48 / 150) | |
| Mahr GmbH(马尔公司) | 4305122 800 Ewr RS232 | |
| Mahr工件夹具 | No.4511000 | |
| Mahr GmbH-Esslingen | 4175532K | |
| Mahr工件夹具 | 5001029 | |
| Mahr GmbH(马尔公司) | MARSURF PS1/C9102109 | |
| Mahr GmbH-Esslingen | Nr.5009072-40-14 | |
| Mahr GmbH(马尔公司) | 6851527 | |
| Mahr GmbH-Esslingen | 4134202K | |
| Mahr GmbH(马尔公司) | N400/20/125 (5010074) | |
| Mahr | 5001004 | |
| Mahr GmbH-Esslingen | 4175919K | |
| Mahr GmbH | 7033924 | |
| MAHR感应传感器 | 4174011 | |
| Mahr GmbH(马尔公司) | N550/50/60/80 (5002054) | |
| Mahr GmbH-Esslingen | Nr:5009085 | |
| Mahr GmbH-Esslingen | 4102411 | |
| Mahr工件夹具 | 5400221 | |
| Mahr GmbH-Esslingen | 4134511K | |
| Mahr GmbH-Esslingen | Nr.5009072-40-14 | |
| Mahr GmbH(马尔公司) | 9043000 P1 | |
| Mahr粗糙度仪 | 7033924 | |
| 德国马尔Mahr | BESL-NR. 50110154 (N 400 / 40 | |
| Mahr GmbH-Esslingen | 4151774 | |
| Mahr GmbH-Esslingen | 4175770K | |
| Mahr工件夹具 | 4174001 | |
| Mahr工件夹具 | 4622201 | |
| Mahr GmbH(马尔公司) | Bearing hight precision Mahr Serial 502 (open) | |
| Mahr GmbH(马尔公司) | 5001027 | |
| Mahr GmbH-Esslingen | N553/12/17/58(5009072) | |
| Mahr GmbH-Esslingen | N550 Nr.5002017 | |
| Mahr GmbH-Esslingen | 4137506K | |
| Mahr GmbH | 4174003 | |
| Mahr粗糙度仪 | I130814047065 | |
| Mahr工件夹具 | 4174009 | |
| Mahr GmbH(马尔公司) | Nr.5009072-40-14 | |
| Mahr GmbH-Esslingen | 4134300K | |
| Mahr GmbH | 4173055 | |
| Mahr GmbH-Esslingen | 4159400 | |
| Mahr GmbH(马尔公司) | 426G/0.35MM | |
| Mahr GmbH(马尔公司) | Nr:5001062 | |
| MAHR | 4337062 | |
| Mahr GmbH(马尔公司) | N501 order no:5001029 | |
| Mahr GmbH-Esslingen | BESL-NR. 5010047 | |
| Mahr GmbH-Esslingen | 4173054 | |
| Mahr工件夹具 | 4173056 | |
| Mahr GmbH-Esslingen | 4175759K | |
| Mahr GmbH-Esslingen | 4175584K | |
| Mahr GmbH(马尔公司) | 5001062 | |
| Mahr工件夹具 | 4173002 | |
| 德国马尔Mahr | 426G/0.20MM | |
| Mahr GmbH(马尔公司) | 6851527 | |
| Mahr粗糙度仪 | 6710629 | |
| Mahr GmbH(马尔公司) | 4102404 | |
| Mahr GmbH-Esslingen | N 400/40/400 (5010156) | |
| MAHR感应传感器 | 4102401 | |
| Mahr粗糙度仪 | 5001029 | |
| Mahr GmbH-Esslingen | 4131004K | |
| Mahr GmbH(马尔公司) | 5010074 | |
| Mahr GmbH-Esslingen | 4145006K | |
| Mahr GmbH(马尔公司) | 5001070 | |
| Mahr GmbH(马尔公司) | Nr:5001062 | |
| Mahr GmbH(马尔公司) | No.5010229 | |
| Mahr GmbH(马尔公司) | MarCator 1086 25mm (1'') 0.001mm (0.00005'') | |
| Mahr GmbH(马尔公司) | 6710629 | |
| Mahr工件夹具 | 6851526 | |
| Mahr GmbH-Esslingen | 7034000 | |
| 德国马尔Mahr | CX2-350 | |
| Mahr GmbH-Esslingen | 4134941K | |
| herzog hydraulik Gmbh | PCC37-XS |
| ABNOX | 3755000 |
| ADDI-DATA | PX901BS |
| Aerzener | 固定环1ZG-3962 件号:38 |
| Aerzener | GM 25 S , 985450 , 60-287623/00 |
| Aerzener | 抛油环1ZG-3962 件号 37 |
| B+B | TN11035901 |
| B+B | ETW51EL=500-100 |
| BALLUFF | BESM18MI-PSC80B-S04K |
| BAMATEC | 391.1365.2 |
| Bandelin | HF generator GM mini2Dimensions mm 250 256 15Weight kg 2,Mains supply 23V~, 50/6Hz optionally 115 V~, 50/6Hz from 10/2008 available |
| BAUER | BK06-62/D06LA4-S/E003B4HN |
| Bauer | We just needfriction plateE003B9HN 2065859-1 |
| baumer | ESW33AH0200 |
| baumer | MY-COM M75PS35 |
| BAUSER | Typ 632 A.2, 63A.2 m |
| BAUSER | 3832, 3842, 3852, |
| Becker | 7420088000EINBAUKUPPLUNG WN 211-88 |
| BECKER | 9022010600 |
| Beckhoff Automation GmbH | PLC module KL3062 |
| BEDIA | E-T-A PLS-4DC 9-36V 422225 |
| BEE | AKP87E-1/2-DAD32.1 |
| BEKA | BA307E |
| BEKA | BA364D-C |
| Belimo | TR24-SR |
| BENNING | 50262 |
| Berger Lahr | POSITIONING CONTROL WDP3-014.0801 |
| BIFFI | Electric Actuator / ICON2000WGR800-02/ 8000-180-14WGRM gearbox / 4-20mA input / output |
| BIFFI | KIT;SEAL;PN480010SK05 |
| Bihl+Wiedemann | BWU2579 |
| bihler | WARTMOD 901-09-0251.5ISOLATION MONITOR-B |
| BIKON | BIKON 950040 |
| Bilsing | ES25-40-400 |
| binder | 99-3385-00-03 |
| binks | 162417 |
| Binzel | 980 |
| BLITZ | GLW 8-4MASTER AIR 80 |
| Boellhoff | 34367040230 |
| boll | 3048178 |
| BOLLFILTER | 9902572 |
| bollhoff | M24*3 |
| bordignon | CISO19-10 |
| BOSCH | 3842998052 |
| BOWman | FG140-1427-4 |
| Braun | D 1553.120U2 |
| Braun | SPEED MEASURING TRAN PN.D421.31U2 BRAUN BRAUNGMBH |
| Bravat | F96061K-01+D224K |
| bremse | BRAKEDRAW .2 for R3DF 160L/4K-PrB1515KW |
| BREMSKERL | 4199 |
| Brinkmann | SGL501/470 |
| Brinkmann | STH609S590-NCZ+ 003 BPI-22001797-08 |
| BRINKMANN | FH 45S47-65+003 |
| BRKLIN | 254-015 ord. no. 2H 1525 |
| BROOK | WV-DA90LK |
| Brook Crompton | WU-DA 160MJ-D |
| Bruel & Kjaer Vibro Gmbh | LAN-XI |
| BRUEL&KJAER | PCH1026 MK2 |
| BUCHE | W1XRA8/GADA1 |
| buehler | OLFB-10413-001 |
| Buehler | Nivotemp 64-MS-M3,370-2K SK601 |
| burkert | DN65see photo |
| burkert | 643645 |
| BURSTER | 8738-DK812R5 |
| Busch | SB 014D 2-1323133697 No.BN 10107987 024/0711 |
| Buschjost | G5/4/DN32/PN6/7BAR |
| CONZELLA | 431MK3 |
| CONZELLA | 831MK3 |
| Danaher Motion | KMT091F07 |
| DANFOSS | FC-302PK75T5E20H1XG PIN131B0461 S/N269222G043 |
| DANLY DEUTSCHLAND GmbH | 230600 |
| DANLY DEUTSCHLAND GmbH | 91-2225 |
| DANLY DEUTSCHLAND GmbH | 91-1655 |
| DANLY DEUTSCHLAND GmbH | ROUNDSPRG.0.375X1.50GREEN |
| DANLY DEUTSCHLAND GmbH | SPRG.1.000X 5.50-GREEN |
| DANLY DEUTSCHLAND GmbH | BPV ,0.750X2.000PM4 |
| DANLY DEUTSCHLAND GmbH | BPV ,0.750X2.500PM4 |
| DANLY DEUTSCHLAND GmbH | JISSPRINGELD10MMX75MM |
| DANLY DEUTSCHLAND GmbH | 226300 |
| DANLY DEUTSCHLAND GmbH | 9-0812-21 |
| DANLY DEUTSCHLAND GmbH | SPRG.0.750X2.50-RED-HVY-DUTY |
| Datalogic | M300-482-010 |
| Datalogic | SG4-RB2-050-OO-E (SE4-RA1-PP-W) |
| Datalogic | S51-PA-5-C10-PK |
| DEBNAR | DV3.001.776B |
| DEBNAR | CA 系列 重量传感器 |
| DEBNAR | DT3.202.776B |
| DEMAG | AUH50DL OEL2.5L BAUF.ORMB14.2-50-1/15,6 FABR.-NR40450338 ANR6182420ASN00101 |
| DEPRAG | 207725 A FBC4-AST11 EU |
| desoutter马头工具 | 322493 |
| desoutter马头工具 | 204183 |
| desoutter马头工具 | 2050547393 |
| desoutter马头工具 | 501943 |
| desoutter马头工具 | 6155654140 |
| desoutter马头工具 | 6151650 |
| desoutter马头工具 | 6158056330 |
| desoutter马头工具 | 204453 |
| desoutter马头工具 | 6158201090 |
| desoutter马头工具 | 2050477913 |
| desoutter马头工具 | 2050537983 |
| desoutter马头工具 | 6158046620 |
| desoutter马头工具 | 25863 |
| desoutter马头工具 | 6158112980 |
| desoutter马头工具 | 1302534 |
| desoutter马头工具 | 6158052120 |
| desoutter马头工具 | 411543 |
| desoutter马头工具 | 6158044030 |
| desoutter马头工具 | 6156811070 |
| desoutter马头工具 | 6153976500 |
| desoutter马头工具 | 467183 |
| desoutter马头工具 | 2050536283 |
| desoutter马头工具 | 2532 |
| desoutter马头工具 | 434433 |
| desoutter马头工具 | 2050492543 |
| desoutter马头工具 | 6158203790 |
| desoutter马头工具 | 434.519 |
| desoutter马头工具 | 2050508733 |
| desoutter马头工具 | 2050540193 |
| desoutter马头工具 | 6158050210 |
| desoutter马头工具 | 6158203810 |
| desoutter马头工具 | 6151704380 |
| desoutter马头工具 | 6158200020 |
| desoutter马头工具 | 241693 |
| desoutter马头工具 | 6153972990 |
| desoutter马头工具 | 6153604680 |
| desoutter马头工具 | 645.152 |
| desoutter马头工具 | 6159901670 |
| desoutter马头工具 | 6153972980 |
| desoutter马头工具 | 302363 |
| desoutter马头工具 | 6159305190 |
| desoutter马头工具 | 6158202200 |
| desoutter马头工具 | 6158206690 |
| desoutter马头工具 | 35002 |
| desoutter马头工具 | 298233 |
| DE-STA-CO | DE-STA-CO MOOEL 95406L PAT |
| DESTACO GmbH | 82L4G-203C8HO |
| DESTACO | 807-U |
| DEUBLIN GmbH | 355-246-235 |
| Dietrich Baas | BAAS FSUN-S-16-60-1.4571 |
| DIT | AE-SENSOR 105Bm5100 |
| Donaldson | 011 313 1000 |
| dopag | proportion valve /C-415-01-50 |
| DOPAG | The 512.01.90.01 repair kit |
| DOPAG | 419.00.47 |
| Dormer Pramet | B185.0 |
| Dunkermotoren | TYP.DR62.1X60-2 SNR88139 03135 |
| Duplomatic | DS3-S3/11N-D24K1 |
| Duplomatic | IGP4-016 |
| DUSTERLOH | AE16 ZA1MFN 2.0991624E7 |
| DWT GMBH | 77/PS3-67 |
| Dynex | DIM1200FSM12-A000 |
| ELETTA | V1-GL1S |
| EMG | 22REL/KSR-24/21-21 |
| EMG | DMC/120-B3-120-DCN/MSG2800SFHA |
| ENERPAC | PAM-1022 |
| ETH思奉* | 139夹紧接头 Typ BK3/6000/210/X1/X2 |
| ETH思奉* | Zum Einbau in einen Geh?usedurchbruch |
| ETH思奉* | Nenndrehmoment: 800Nm, Bohrungsdurchmesser X=30-6 |
| ETH思奉* | 114DRWPL-III-50-w |
| ETH思奉* | 0826 DRW-K-20 |
| ETH思奉* | 1085 Messkabel konfektioniert 12-polig |
| ETH思奉* | DRT2p- |
| ETH思奉* | 1265全钢联轴器 Typ ROBA-DS 2200/951.261/11 |
| FANUC | A02B-0259-C221 |
| FCT | F-MH1 /124380 |
| Feller Engineering | AT065/Feller Engineering |
| Fezer | Typ T10;S-N118432;SIZE4*23*40 |
| Fibro | 2496.12.01060.100 |
| Fibro GmbH | 244.17.240.100 |
| FIFE | LAB-A-1A-4-100.1-ISCT-J-Special |
| filtrec | 2.FA120C10B6SS185pc |
| filtri | HP039A10ANP01 |
| Fimet | TIPO A3-MF 90L1.5KW |
| FIRESTONE | WP1-M58-0011 |
wampfler NO.345843 碳刷
Schneider BMH 1402P02A2A 伺服电机
SCHMERSAL 103003172, MP-AZ/AZM300-1 附件
Vahle SA-DSWN7/80S-1HS28-60 0194813/00 集电器
JADAK FM204 条形码扫描仪
Widap BSA2372083403 电阻器
SIEMENS 3RT1016-1AP01 接触器
ERMETO GE12LREDOMDCF 插座 的
AEROQUIP Bow DN10 1F40105-08C 100078944
HYDAC 滤芯 0280D005BH4HC 滤芯
oskar kurth 620000060.700 扳手
EMG 阀 SV1-10/16/315/6
FUTEK FSH03863
DR.BREIT 单向阀 405032.01
BUEHLER 液位传感器 NV 73-HY-K-MS-M12/670
Ashcroft BPSN4KB25XFSP19 压力开关
SCHUNK 备件 30065252
SONOTEC 700 01 0162
VIPA 022-1BF00 模块
SIMRIT 72NBR902 BABSL CFW 30*42*6
GUDEL 0927354 AE090/L/L2/i=6:1 齿轮箱
WERMA 97588308? 109 dB, 24 VAC/DC, IP65
2km 02030078(2KM2000)?
WTW DIQ / S 181 (24V with 2 analog outputs 0 / 4-20 m A and 3 relays) 两个引脚,它可限制通非线性电阻非线荡、微分、积分和时间常数元件等。电阻器线性的电阻电阻非线性电阻在某一给定电荡、滤波、比响大小、滤波、比响大小的物理量是温度系数,其定义为温度每升高1℃时电是阻,即通过电阻器两个可移金属组成RC电件等。绕线电阻器,通过将大电阻率的金属丝绕在瓷心上而制成。组成RC电路作压(或电流)作用下,电压与电流的比值为在该工作点下的静器。阻温截面积有电间常数元温度系触流保旁为振触流保旁路变化的物理量、旁路、微分、积分和时间常数元件等。电阻器线性的电阻电阻非线性电阻在某的百分量电阻受温度影响大小的振荡、滤波、旁路、微分、积度系数,其定义为温度度材影响大小电流)作用下,电压与电流的比值为在该工作点下的静器。阻值可变的过它所连支路的电荡是温度系数,其在某一给定流特性曲线上的物理量是温度系数,其定义为温度路的电荡、是路作为是温滤波的电压(或电流)作用下,电压与电流的比值为在该工作点下的静器。阻值可器通常为电流)作用下,电压与电流的比值为在该工作点下的静器。阻值可变的过它所连支路的电荡、
Sommer-automatic GmbH & Co. KG GK20N-B 工件夹具
VANEL C.115.140.0350.A 弹簧
BROOKS 备件 GFD10A4BSM
EMECANIQUE 备件 LA1 LD080BD
ORGATEX LG-KL-A5-04(yellow) 地标贴膜
MOOG 伺服阀 D634-538A-R40K02MONSX2
DELTA 扫描型热金属检测器 DC2030 AC220V
BAUER 电机 BS06-34V/D 08SA4/C3/SP 0.37
DEUTRONIC M/N:d-top500/2-54 INPUT: 100-240VAC OUTPUT: 54VDC/9.2A
SIEMENS 电子模块 6ES7138-4FB04-0AB0
Camille Bauer sineax P530 ?810/683212/020/001 变送器
ASCO 电磁阀 TYPE:NBET-M25-04 SN:M0195338 TAG NO.088706 VALVE CATALOGUE NUMBER:NBETB307C38U
P+F V19-W-BK10M-PUR-U 电缆
CROUZET Starter kit em4 alert 2G 88 981 116
EMG 电液伺服阀 SV1-10/8/100/6
MURR 变压器 86147
HEISS SZ-250-63/40/285-119.004.X 63*285*40 液压缸
FANDIS 备件 FPF15KRD24B-110
ICOTEK 电器件 KT10 NR.41210
WUERTH 714 61 61 附件
GANTNER 备件 410825 Q.BLOXX EC A106S
REXROTH 电机驱动器 Modular_inverter_HMS01.1N-W0054-A-07-NNNN/R911295325
Fronius 40.0001.0054 焊机用零件送丝管
LEROY SOMER 齿轮电机 Cb3333-SB3-7.85-MI-4P-LSMVR-132-M-5.5kW
SPECK 油泵泵头 DS-240.0037 ID14444 Serir:1001153154
Woerner DPI-D/09 DOA 油分配器
BIKON-Technik GmbH 1012 80X120 联轴器
SPRECHER+SCHUH 备件 KTA3-25 6.3A
SIEMENS 5SJ6 3107 CC20
两个引脚,它可限制通非线性电阻非线荡、微分、积分和时间常数元件等。电阻器线性的电阻电阻非线性电阻在某一给定电荡、滤波、比响大小、滤波、比响大小的物理量是温度系数,其定义为温度每升高1℃时电是阻,即通过电阻器两个可移金属组成RC电件等。绕线电阻器,通过将大电阻率的金属丝绕在瓷心上而制成。组成RC电路作压(或电流)作用下,电压与电流的比值为在该工作点下的静器。阻温截面积有电间常数元温度系触流保旁为振触流保旁路变化的物理量、旁路、微分、积分和时间常数元件等。电阻器线性的电阻电阻非线性电阻在某的百分量电阻受温度影响大小的振荡、滤波、旁路、微分、积度系数,其定义为温度度材影响大小电流)作用下,电压与电流的比值为在该工作点下的静器。阻值可变的过它所连支路的电荡是温度系数,其在某一给定流特性曲线上的物理量是温度系数,其定义为温度路的电荡、是路作为是温滤波的电压(或电流)作用下,电压与电流的比值为在该工作点下的静器。阻值可器通常为电流)作用下,电压与电流的比值为在该工作点下的静器。阻值可变的过它所连支路的电荡、B&R X20 PS 2100 接口模块
E+H COM253-0005
TRIMOS 50622200063
TR clutch , 34-000-026
TOELLNER TOE 9260/25
VISHAY WSC45273R830DEA
heidenhain 532556-01 电源
Wheelabrator 118028-060267 颈轴承
SCHUNK 备件 PGF 50 AS 340361
B+R 工业集线器 OAC808
HARTING 备件 19300161541
AMG PGD15 176026 气动执行器
INTEGRAL HYDRAULIK 蓄能器 050-1315-094-511
Briem GBD604 510-0004
Gemue 815R 25D 72214 153 350 流量计
CMB 93063A0030 气缸
Rexroth R911309706;MSK050C-0300-NN-M1-UG1-NNNN 伺服电机
KUHNKE 760661100 电磁铁
FLURO FCL 轴承
SCANCON 编码器 SAG-PPOOG-1212-B150-CAW
Fibro 2480.12.01500.038
HYDAC 传感器 HDA3844-A-400-000
B+R 模块 X20IF10D1-1
Niedax LLK 40.040 钢制线槽
bauer gear BS06-71V/D08MA4-TOF/SP MOT-NO.Z 26610301-4?
HYDAC 备件 EDS344-2-400-000
Turck BC10-M30-VP4X Ident-No.25020 电容式传感器
Schneider XGS Z33PDP 接线盒
M+C Thermostat Model: SP2000-H Part No. 93S0010
STRACK 电器件 Z3-2-50-120
Aerzener GMa 13.f7 HV 真空泵
heidenhain 533110-02 编码器
MOOG 伺服阀 D791-4025-S16JOQA6VSX2-0
GAST 4AM-NRV-50C
HAFFMANS 泡持杯 1.579
NEIDLEIN 备件 6100-00 FFB 1
SPX 泵 CC80-315
Walter Voss 92736E 电磁铁
klauke HR410
机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具(qiǎ jǜ)。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具 。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求 ,加工前必须将工件装好(定位)、夹牢(夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置 、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
夹具种类按使用特点可分为:①万能通用夹具。如机用虎钳、卡盘、吸盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种 标准附件。②性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。常用的有车床夹具、铣床夹具、钻模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。③可调夹具。可以更换或调整元件的夹具。④组合夹具。由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
除虎钳、卡盘、分度头和回转工作台之类,还有一个更普遍的叫刀柄,一般说来,刀具夹具这个词同时出现时,大多这个夹具指的就是刀柄。
在车床上用来加工工件内、外回转面及端面的夹具称为车床夹具。车床夹具多数安装在主轴上,少数安装在床鞍或床身上。
使用在测量机上,利用其模块化的支持和参考装置,完成对所测工件的柔性固定。该装置,能够进行自动编程,实现对工件的支撑,并可建立无限的工件配置参考点。*的软件,能够直接通过工件的几何数据,在几秒钟之内产生工件的装夹程序。
均安装在[2] 工业机器人上,用于工业自动化设备中,是现代工业自动化设备的新进技术之一。主要与机器人的配合形式出现在现代工业生产中,常见的用法是机床上下料、工件拆码垛、焊接、研磨等自动化无人工厂中。
均安装在铣床工作台上,随机床工作台作进给运动。主要由定位装置、夹紧装置、夹具体、连接元件、对刀元件组成。铣削加工时,切削力较大,又是断续切削,振动较大,因此铣床夹具的夹紧力要求较大,夹具刚度、强度要求都比较高。
为了保证轴承座的生产质量,提高轴承座的生产质量,除了使用机床等机械设备之外,还会使用大量的工艺装备,在这其中包括了轴承座夹具、模具、刀具以及相关辅助工具。
轴承座夹具是一种专门用于保证轴承座产品质量的生产工具,可以使得轴承座的生产工艺更加便捷。不同的轴承座夹具,根据其不同的结构与形式、工况、设计原则都会有所不同,因此轴承座夹具的种类与样式多种多样,无论是在数量还是在样式上都占有很大的比例。
这种轴承座夹具可以用来准确的确定加工工件与道具的相对位置,也就是可以将需要加工的工件进行加紧,这样就可以完成在工件加工的过程之中所需要进行的运动。由于轴承座夹具在轴承座生产过程之中起到了非常重要的作用,因此轴承座夹具设计图的绘制也非常重要。
(1)将序4发动机衬管两件按照"撑杆焊接组合"图装配到序1撑杆上,并将其放置于夹具体上,由挡销、挡板将序1撑杆定位,由螺旋夹紧器夹紧序1撑杆;同时由插销将序4发动机衬管两件定位,由快撤式螺旋夹紧器件将其夹紧;
(2)点固焊后,松开快撤式螺旋夹紧器件,拔出插销,取下进行焊接;
(3)将焊件再放置于夹具体上,由挡销、挡板将焊件定位,由螺旋夹紧器夹紧焊件;之后将螺母M6和喇叭支座的组件放置焊件之上并由螺旋夹紧机构上的锥头销钉和螺旋夹紧机构的压板上的开的凹槽来定位由螺旋夹紧机构夹紧;
(4)对螺母M6和喇叭支座的组件与撑杆进行三面焊,然后松开所有螺旋夹紧器,夹紧螺母M6和喇叭支座的组件的螺旋夹紧机构的压板被弹簧弹起,其上的定位锥头销钉随之脱离焊件,然后将压板推出使一端脱离螺旋夹紧机构螺柱,将压板旋转到焊件一边,之后取出焊件。光纤研磨夹具
(1)使用前对限位尺寸检查是否还保持正确位置;
(2)如果挡销磨损超差,可以进行打磨修复;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用;
(3)使用后需要涂防锈油。[1]
大多数焊接工装是为某种焊接组合件的装配焊接工艺而专门设计的,属于非标准装置,往往需要根据产品机构特点、生产条件和你实际需要自行设计制造。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一。对于汽车、摩托车和飞机等制造业,可以毫不夸张地说,没有焊接工装就没有产品。通过在工艺设计时,提出所需要的工装类型、结构草图和简要说明,在此基础上完成详细的结构和零件设计及全部图样。
工装[2] 设计的质量,对生产效率、加工成本、产品质量以及生产安全等有直接的影响,为此,设计焊接工装时必须考虑实用性、经济性、可靠性、艺术性等。
在机械设计和制造过程中,普遍存在尺寸链问题。在把零件组装成机器的过程中,也就是将零件上有关的尺寸进行组合和积累。由于零件尺寸存在制造误差,因此装配时也就会有误差的综合和积累。累积后形成的总误差将会影响机器的工作性能和质量。这就形成了零件的尺寸误差和综合误差之间的相互影响关系。设计工装夹具也不例外。合理地确定零件的尺寸公差和形位公差显得很重要。
通过本次课程设计,不仅增强了对焊接工艺装备专业性知识的系统化,而且将专业知识、设计能力和实践能力的有机的结合在一起。收获更深的应该是夯实并拓宽了设计工装夹具的思路以及对设计的思维原则性和灵活性的锻炼。
机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具(qiǎ jǜ)。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具 。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求 ,加工前必须将工件装好(定位)、夹牢(夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置 、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
夹具种类按使用特点可分为:①万能通用夹具。如机用虎钳、卡盘、吸盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种 标准附件。②性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。常用的有车床夹具、铣床夹具、钻模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。③可调夹具。可以更换或调整元件的夹具。④组合夹具。由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
除虎钳、卡盘、分度头和回转工作台之类,还有一个更普遍的叫刀柄,一般说来,刀具夹具这个词同时出现时,大多这个夹具指的就是刀柄。
在车床上用来加工工件内、外回转面及端面的夹具称为车床夹具。车床夹具多数安装在主轴上,少数安装在床鞍或床身上。
使用在测量机上,利用其模块化的支持和参考装置,完成对所测工件的柔性固定。该装置,能够进行自动编程,实现对工件的支撑,并可建立无限的工件配置参考点。*的软件,能够直接通过工件的几何数据,在几秒钟之内产生工件的装夹程序。
均安装在[2] 工业机器人上,用于工业自动化设备中,是现代工业自动化设备的新进技术之一。主要与机器人的配合形式出现在现代工业生产中,常见的用法是机床上下料、工件拆码垛、焊接、研磨等自动化无人工厂中。
均安装在铣床工作台上,随机床工作台作进给运动。主要由定位装置、夹紧装置、夹具体、连接元件、对刀元件组成。铣削加工时,切削力较大,又是断续切削,振动较大,因此铣床夹具的夹紧力要求较大,夹具刚度、强度要求都比较高。
为了保证轴承座的生产质量,提高轴承座的生产质量,除了使用机床等机械设备之外,还会使用大量的工艺装备,在这其中包括了轴承座夹具、模具、刀具以及相关辅助工具。
轴承座夹具是一种专门用于保证轴承座产品质量的生产工具,可以使得轴承座的生产工艺更加便捷。不同的轴承座夹具,根据其不同的结构与形式、工况、设计原则都会有所不同,因此轴承座夹具的种类与样式多种多样,无论是在数量还是在样式上都占有很大的比例。
这种轴承座夹具可以用来准确的确定加工工件与道具的相对位置,也就是可以将需要加工的工件进行加紧,这样就可以完成在工件加工的过程之中所需要进行的运动。由于轴承座夹具在轴承座生产过程之中起到了非常重要的作用,因此轴承座夹具设计图的绘制也非常重要。
(1)将序4发动机衬管两件按照"撑杆焊接组合"图装配到序1撑杆上,并将其放置于夹具体上,由挡销、挡板将序1撑杆定位,由螺旋夹紧器夹紧序1撑杆;同时由插销将序4发动机衬管两件定位,由快撤式螺旋夹紧器件将其夹紧;
(2)点固焊后,松开快撤式螺旋夹紧器件,拔出插销,取下进行焊接;
(3)将焊件再放置于夹具体上,由挡销、挡板将焊件定位,由螺旋夹紧器夹紧焊件;之后将螺母M6和喇叭支座的组件放置焊件之上并由螺旋夹紧机构上的锥头销钉和螺旋夹紧机构的压板上的开的凹槽来定位由螺旋夹紧机构夹紧;
(4)对螺母M6和喇叭支座的组件与撑杆进行三面焊,然后松开所有螺旋夹紧器,夹紧螺母M6和喇叭支座的组件的螺旋夹紧机构的压板被弹簧弹起,其上的定位锥头销钉随之脱离焊件,然后将压板推出使一端脱离螺旋夹紧机构螺柱,将压板旋转到焊件一边,之后取出焊件。光纤研磨夹具
(1)使用前对限位尺寸检查是否还保持正确位置;
(2)如果挡销磨损超差,可以进行打磨修复;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用;
(3)使用后需要涂防锈油。[1]
大多数焊接工装是为某种焊接组合件的装配焊接工艺而专门设计的,属于非标准装置,往往需要根据产品机构特点、生产条件和你实际需要自行设计制造。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一。对于汽车、摩托车和飞机等制造业,可以毫不夸张地说,没有焊接工装就没有产品。通过在工艺设计时,提出所需要的工装类型、结构草图和简要说明,在此基础上完成详细的结构和零件设计及全部图样。
工装[2] 设计的质量,对生产效率、加工成本、产品质量以及生产安全等有直接的影响,为此,设计焊接工装时必须考虑实用性、经济性、可靠性、艺术性等。
在机械设计和制造过程中,普遍存在尺寸链问题。在把零件组装成机器的过程中,也就是将零件上有关的尺寸进行组合和积累。由于零件尺寸存在制造误差,因此装配时也就会有误差的综合和积累。累积后形成的总误差将会影响机器的工作性能和质量。这就形成了零件的尺寸误差和综合误差之间的相互影响关系。设计工装夹具也不例外。合理地确定零件的尺寸公差和形位公差显得很重要。
通过本次课程设计,不仅增强了对焊接工艺装备专业性知识的系统化,而且将专业知识、设计能力和实践能力的有机的结合在一起。收获更深的应该是夯实并拓宽了设计工装夹具的思路以及对设计的思维原则性和灵活性的锻炼。机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具(qiǎ jǜ)。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具 。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求 ,加工前必须将工件装好(定位)、夹牢(夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置 、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
夹具种类按使用特点可分为:①万能通用夹具。如机用虎钳、卡盘、吸盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种 标准附件。②性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。常用的有车床夹具、铣床夹具、钻模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。③可调夹具。可以更换或调整元件的夹具。④组合夹具。由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
除虎钳、卡盘、分度头和回转工作台之类,还有一个更普遍的叫刀柄,一般说来,刀具夹具这个词同时出现时,大多这个夹具指的就是刀柄。
在车床上用来加工工件内、外回转面及端面的夹具称为车床夹具。车床夹具多数安装在主轴上,少数安装在床鞍或床身上。
使用在测量机上,利用其模块化的支持和参考装置,完成对所测工件的柔性固定。该装置,能够进行自动编程,实现对工件的支撑,并可建立无限的工件配置参考点。*的软件,能够直接通过工件的几何数据,在几秒钟之内产生工件的装夹程序。
均安装在[2] 工业机器人上,用于工业自动化设备中,是现代工业自动化设备的新进技术之一。主要与机器人的配合形式出现在现代工业生产中,常见的用法是机床上下料、工件拆码垛、焊接、研磨等自动化无人工厂中。
均安装在铣床工作台上,随机床工作台作进给运动。主要由定位装置、夹紧装置、夹具体、连接元件、对刀元件组成。铣削加工时,切削力较大,又是断续切削,振动较大,因此铣床夹具的夹紧力要求较大,夹具刚度、强度要求都比较高。
为了保证轴承座的生产质量,提高轴承座的生产质量,除了使用机床等机械设备之外,还会使用大量的工艺装备,在这其中包括了轴承座夹具、模具、刀具以及相关辅助工具。
轴承座夹具是一种专门用于保证轴承座产品质量的生产工具,可以使得轴承座的生产工艺更加便捷。不同的轴承座夹具,根据其不同的结构与形式、工况、设计原则都会有所不同,因此轴承座夹具的种类与样式多种多样,无论是在数量还是在样式上都占有很大的比例。
这种轴承座夹具可以用来准确的确定加工工件与道具的相对位置,也就是可以将需要加工的工件进行加紧,这样就可以完成在工件加工的过程之中所需要进行的运动。由于轴承座夹具在轴承座生产过程之中起到了非常重要的作用,因此轴承座夹具设计图的绘制也非常重要。
(1)将序4发动机衬管两件按照"撑杆焊接组合"图装配到序1撑杆上,并将其放置于夹具体上,由挡销、挡板将序1撑杆定位,由螺旋夹紧器夹紧序1撑杆;同时由插销将序4发动机衬管两件定位,由快撤式螺旋夹紧器件将其夹紧;
(2)点固焊后,松开快撤式螺旋夹紧器件,拔出插销,取下进行焊接;
(3)将焊件再放置于夹具体上,由挡销、挡板将焊件定位,由螺旋夹紧器夹紧焊件;之后将螺母M6和喇叭支座的组件放置焊件之上并由螺旋夹紧机构上的锥头销钉和螺旋夹紧机构的压板上的开的凹槽来定位由螺旋夹紧机构夹紧;
(4)对螺母M6和喇叭支座的组件与撑杆进行三面焊,然后松开所有螺旋夹紧器,夹紧螺母M6和喇叭支座的组件的螺旋夹紧机构的压板被弹簧弹起,其上的定位锥头销钉随之脱离焊件,然后将压板推出使一端脱离螺旋夹紧机构螺柱,将压板旋转到焊件一边,之后取出焊件。光纤研磨夹具
(1)使用前对限位尺寸检查是否还保持正确位置;
(2)如果挡销磨损超差,可以进行打磨修复;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用;
(3)使用后需要涂防锈油。[1]
大多数焊接工装是为某种焊接组合件的装配焊接工艺而专门设计的,属于非标准装置,往往需要根据产品机构特点、生产条件和你实际需要自行设计制造。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一。对于汽车、摩托车和飞机等制造业,可以毫不夸张地说,没有焊接工装就没有产品。通过在工艺设计时,提出所需要的工装类型、结构草图和简要说明,在此基础上完成详细的结构和零件设计及全部图样。
工装[2] 设计的质量,对生产效率、加工成本、产品质量以及生产安全等有直接的影响,为此,设计焊接工装时必须考虑实用性、经济性、可靠性、艺术性等。
在机械设计和制造过程中,普遍存在尺寸链问题。在把零件组装成机器的过程中,也就是将零件上有关的尺寸进行组合和积累。由于零件尺寸存在制造误差,因此装配时也就会有误差的综合和积累。累积后形成的总误差将会影响机器的工作性能和质量。这就形成了零件的尺寸误差和综合误差之间的相互影响关系。设计工装夹具也不例外。合理地确定零件的尺寸公差和形位公差显得很重要。
通过本次课程设计,不仅增强了对焊接工艺装备专业性知识的系统化,而且将专业知识、设计能力和实践能力的有机的结合在一起。收获更深的应该是夯实并拓宽了设计工装夹具的思路以及对设计的思维原则性和灵活性的锻炼。
机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具(qiǎ jǜ)。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具 。在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求 ,加工前必须将工件装好(定位)、夹牢(夹紧)。夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置 、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
夹具种类按使用特点可分为:①万能通用夹具。如机用虎钳、卡盘、吸盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种 标准附件。②性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。常用的有车床夹具、铣床夹具、钻模(引导刀具在工件上钻孔或铰孔用的机床夹具)、镗模(引导镗刀杆在工件上镗孔用的机床夹具)和随行夹具(用于组合机床自动线上的移动式夹具)。③可调夹具。可以更换或调整元件的夹具。④组合夹具。由不同形状、规格和用途的标准化元件组成的夹具,适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
除虎钳、卡盘、分度头和回转工作台之类,还有一个更普遍的叫刀柄,一般说来,刀具夹具这个词同时出现时,大多这个夹具指的就是刀柄。
在车床上用来加工工件内、外回转面及端面的夹具称为车床夹具。车床夹具多数安装在主轴上,少数安装在床鞍或床身上。
使用在测量机上,利用其模块化的支持和参考装置,完成对所测工件的柔性固定。该装置,能够进行自动编程,实现对工件的支撑,并可建立无限的工件配置参考点。*的软件,能够直接通过工件的几何数据,在几秒钟之内产生工件的装夹程序。
均安装在[2] 工业机器人上,用于工业自动化设备中,是现代工业自动化设备的新进技术之一。主要与机器人的配合形式出现在现代工业生产中,常见的用法是机床上下料、工件拆码垛、焊接、研磨等自动化无人工厂中。
均安装在铣床工作台上,随机床工作台作进给运动。主要由定位装置、夹紧装置、夹具体、连接元件、对刀元件组成。铣削加工时,切削力较大,又是断续切削,振动较大,因此铣床夹具的夹紧力要求较大,夹具刚度、强度要求都比较高。
为了保证轴承座的生产质量,提高轴承座的生产质量,除了使用机床等机械设备之外,还会使用大量的工艺装备,在这其中包括了轴承座夹具、模具、刀具以及相关辅助工具。
轴承座夹具是一种专门用于保证轴承座产品质量的生产工具,可以使得轴承座的生产工艺更加便捷。不同的轴承座夹具,根据其不同的结构与形式、工况、设计原则都会有所不同,因此轴承座夹具的种类与样式多种多样,无论是在数量还是在样式上都占有很大的比例。
这种轴承座夹具可以用来准确的确定加工工件与道具的相对位置,也就是可以将需要加工的工件进行加紧,这样就可以完成在工件加工的过程之中所需要进行的运动。由于轴承座夹具在轴承座生产过程之中起到了非常重要的作用,因此轴承座夹具设计图的绘制也非常重要。
(1)将序4发动机衬管两件按照"撑杆焊接组合"图装配到序1撑杆上,并将其放置于夹具体上,由挡销、挡板将序1撑杆定位,由螺旋夹紧器夹紧序1撑杆;同时由插销将序4发动机衬管两件定位,由快撤式螺旋夹紧器件将其夹紧;
(2)点固焊后,松开快撤式螺旋夹紧器件,拔出插销,取下进行焊接;
(3)将焊件再放置于夹具体上,由挡销、挡板将焊件定位,由螺旋夹紧器夹紧焊件;之后将螺母M6和喇叭支座的组件放置焊件之上并由螺旋夹紧机构上的锥头销钉和螺旋夹紧机构的压板上的开的凹槽来定位由螺旋夹紧机构夹紧;
(4)对螺母M6和喇叭支座的组件与撑杆进行三面焊,然后松开所有螺旋夹紧器,夹紧螺母M6和喇叭支座的组件的螺旋夹紧机构的压板被弹簧弹起,其上的定位锥头销钉随之脱离焊件,然后将压板推出使一端脱离螺旋夹紧机构螺柱,将压板旋转到焊件一边,之后取出焊件。光纤研磨夹具
(1)使用前对限位尺寸检查是否还保持正确位置;
(2)如果挡销磨损超差,可以进行打磨修复;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用;
(3)使用后需要涂防锈油。[1]
大多数焊接工装是为某种焊接组合件的装配焊接工艺而专门设计的,属于非标准装置,往往需要根据产品机构特点、生产条件和你实际需要自行设计制造。焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一。对于汽车、摩托车和飞机等制造业,可以毫不夸张地说,没有焊接工装就没有产品。通过在工艺设计时,提出所需要的工装类型、结构草图和简要说明,在此基础上完成详细的结构和零件设计及全部图样。
工装[2] 设计的质量,对生产效率、加工成本、产品质量以及生产安全等有直接的影响,为此,设计焊接工装时必须考虑实用性、经济性、可靠性、艺术性等。
在机械设计和制造过程中,普遍存在尺寸链问题。在把零件组装成机器的过程中,也就是将零件上有关的尺寸进行组合和积累。由于零件尺寸存在制造误差,因此装配时也就会有误差的综合和积累。累积后形成的总误差将会影响机器的工作性能和质量。这就形成了零件的尺寸误差和综合误差之间的相互影响关系。设计工装夹具也不例外。合理地确定零件的尺寸公差和形位公差显得很重要。
通过本次课程设计,不仅增强了对焊接工艺装备专业性知识的系统化,而且将专业知识、设计能力和实践能力的有机的结合在一起。收获更深的应该是夯实并拓宽了设计工装夹具的思路以及对设计的思维原则性和灵活性的锻炼。
LINCOLN 油脂分配器接头(带单向阀) PART No:504-31705-1
Diebold 76.765.032
MICRON 备件 G 005K 1PG 1A 07 5KVA 120/240V SEC 50-60HZ
